PuK - Process Technology & Components 2026
A technical trade magazine with a history of more than 60 years.
A technical trade magazine with a history of more than 60 years.
- TAGS
- process technology
- components
- pumps
- pump technology
- centrifugal pumps
- rotary lobe pumps
- metering pumps
- plunger pumps
- compressors
- compressed air technology
- valves
- energy efficiency
- sustainability
- water treatment
- wastewater treatment
- chemical industry
- food and beverage industry
- environmental technology
- industry 4.0

Transform your PDFs into Flipbooks and boost your revenue!
Leverage SEO-optimized Flipbooks, powerful backlinks, and multimedia content to professionally showcase your products and significantly increase your reach.
PROCESS TECHNOLOGY & COMPONENTS<br />
<strong>2026</strong><br />
Water Wastewater Environmental <strong>Technology</strong><br />
Energy Oil Gas Hydrogen<br />
Mechanical Engineering Shipbuilding Heavy Industry<br />
Chemistry Pharmaceutics Biotechnology<br />
Food and Beverage Industry<br />
GEA Valves: now<br />
also hydraulic<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLIS<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLI<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGL<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENG<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENG<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH EN<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLIS<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH E<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLI<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH E<br />
gea.com/contact<br />
<strong>2026</strong>-GEA-coverPuk_02_ENG.indd 1 13/02/<strong>2026</strong> 08:59<br />
Independent magazine for Pumps, Compressors and <strong>Process</strong> <strong>Components</strong>
THE RAZORSHARP MAXIMUM<br />
EASY MAINTENANCE MACERATOR<br />
Extended service life<br />
up to 100 %<br />
The new SEEPEX Easy Maintenance Macerator meets the increasing demands of<br />
modern conveying processes and solid-laden media. It combines precise cutting<br />
technology with maximum ease of maintenance – for greater efficiency, longer<br />
service life, and maximum operational reliability.<br />
YOUR BENEFITS<br />
• Easy maintenance: Foldable cutting unit for quick access to shearplate and<br />
blades without lifting equipment<br />
• Superior cutting results thanks to flow-optimized geometry of the shearplate<br />
• Doubled service life: Reversible shearplate enables extended<br />
service life by up to 100%<br />
• Anti-blocking function: Optional reverse operation to clear blockages<br />
SEEPEX GmbH<br />
T +49 2041 996-0<br />
www.seepex.com
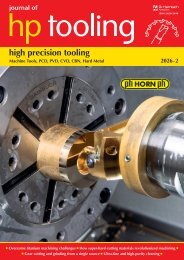
Sustainable energy savings<br />
with heat recovery<br />
When using rotary screw compressors, boosters and blowers, a considerable portion of the energy generated is lost as heat. However, this doesn’t have<br />
to be the case: Thanks to innovative heat recovery systems from KAESER KOMPRESSOREN, this heat can be recovered and put to effective use.<br />
Heat recovery – The right decision<br />
Energy efficiency: You can significantly reduce your energy costs by recovering recyclable heat. The recovered<br />
heat can be used to heat spaces, to heat water, or to support industrial processes. You are therefore able to use your<br />
energy twice and save money at the same time.<br />
Sustainability: By utilising the recyclable heat from your compressed air supply, you significantly reduce CO2 emissions.<br />
Heat recovery actively contributes to climate protection and helps your company operate more sustainably.<br />
Durability: A lower compressor operating temperature means a longer service life. Heat recovery therefore not only<br />
saves money but also protects your investment.<br />
Flexibility: Heat recovery systems from KAESER can be adapted to almost any compressor. Whether you already<br />
have an existing system or wish to install a new one, our innovative technology can be integrated seamlessly.<br />
Funding opportunities: Government subsidy programmes are available to support energy-efficiency measures.<br />
Find out about potential funding opportunities and start benefiting today.<br />
www.kaeser.com
Approx. 5 % Approx. 15 % Approx. 76 %<br />
Heat dissipation<br />
from the drive motor<br />
Heat energy<br />
recoverable through<br />
compressed air cooling<br />
Heat energy<br />
recoverable through<br />
fluid cooling<br />
100 % Approx. 96 %<br />
Total electrical power<br />
consumption<br />
Usable heat<br />
Approx. 2 % Approx. 2 % Approx. 4 %<br />
Non-usable heat<br />
Heat dissipated by the<br />
compressor into the<br />
ambient surroundings<br />
Heat remaining in the<br />
compressed air<br />
Heat recovery systems –<br />
Flexible for every need<br />
Hot air for space heating: Air-cooled rotary screw compressors, boosters and blowers from KAESER are ideal as<br />
complete systems to aid heat recovery for space heating and other hot air applications. Direct use of recyclable heat<br />
via an exhaust air ducting system enables up to 96 % of the total energy input to be recovered and reused.<br />
Hot water production: KAESER offers heat recovery systems with special heat exchangers for applications requiring<br />
hot water. Depending on the design, these systems can generate hot water up to 70°C for use as process, service and<br />
tap water. The indirect use of recyclable heat via heat exchanger systems can utilise up to 76 % of the electrical power<br />
provided to the compressed air supply.<br />
This is where heat recovery counts:<br />
● Feed into central heating systems<br />
● Hot water for sanitary equipment<br />
● Drying and sterilisation processes<br />
● Utility water for the food and beverage industry<br />
● Service water for the textile industry<br />
● <strong>Process</strong> water for the manufacturing industry<br />
Would you like to learn more about our innovative heat recovery systems?<br />
Then follow the QR code.<br />
P-119ED.19/24
Editorial<br />
Guest editorial<br />
by Stephan Brand<br />
Director Marketing<br />
Aerzener Maschinenfabrik GmbH, Germany<br />
Water. Energy. Future.<br />
Rethinking wastewater<br />
treatment.<br />
Water is precious – and scarcer<br />
than expected. Climate change,<br />
population growth and increasing<br />
requirements for environmental<br />
and health protection are increasing<br />
the pressure on water<br />
resources worldwide. Innovative<br />
water treatment technologies are<br />
therefore of central importance –<br />
today and in the future.<br />
The water and wastewater industry<br />
is at the centre of a decisive<br />
transformation. Climate<br />
protection, energy efficiency<br />
and resource conservation interact<br />
directly here. Wastewater<br />
treatment plants in particular<br />
offer enormous potential for<br />
innovation and savings. As major<br />
munici pal energy consumers,<br />
they are ideally placed to develop<br />
into energy producers.<br />
Modern aeration and control<br />
concepts make it possible to precisely<br />
adapt biological treatment<br />
processes to the actual and individual<br />
requirements of a wastewater<br />
treatment plant. This results<br />
in energy savings that not<br />
only reduce operating costs, but<br />
also sustainably improve the climate<br />
footprint of the systems.<br />
The vision of an energy self-sufficient<br />
wastewater treatment plant<br />
has long been more than just a<br />
vision of the future. The EU requires<br />
energy-neutral municipal<br />
wastewater treatment plants by<br />
2045. This goal marks a clear paradigm<br />
shift. Highly efficient technology,<br />
particularly in aeration, digester<br />
gas generation, waste heat<br />
utilisation and the use of renewable<br />
energies, can turn wastewater<br />
treatment plants into climateneutral<br />
energy producers. The<br />
technical solution concepts already<br />
exist today.<br />
requires innovative, energy-efficient<br />
solutions. The sustainable<br />
and environmentally friendly utilisation<br />
of sewage sludge also remains<br />
a central part of modern<br />
plant concepts.<br />
To summarise, one thing is clear:<br />
water and its treatment are crucial<br />
for life, health and environmental<br />
protection. Responsible<br />
use of water and targeted investment<br />
in modern treatment<br />
technologies are essential for a<br />
sustainable future. The transformation<br />
of the waste water<br />
treatment plant from energy<br />
consumer to energy producers<br />
has begun – visibly, measurably<br />
and mouldably. It will become<br />
clear at the latest when we look<br />
ahead to IFAT <strong>2026</strong>: the future of<br />
water management is now.<br />
With this in mind, we look forward<br />
to an exciting and futureoriented<br />
IFAT <strong>2026</strong>!<br />
Efficient blower and aeration systems,<br />
intelligent control systems<br />
and holistic process optimisation<br />
enable significant reductions<br />
in energy consumption and CO 2<br />
emissions.<br />
In parallel, other requirements<br />
are coming into focus: the fourth<br />
treatment stage for the removal<br />
of micropollutants makes a significant<br />
contribution to water<br />
protection and at the same time<br />
Stephan Brand<br />
Director Marketing<br />
Aerzener Maschinenfabrik GmbH<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
5
PROCESS TECHNOLOGY & COMPONENTS<br />
Editorial Advisory Board<br />
Editorial Advisory Board <strong>2026</strong><br />
Prof. Dr.-Ing. Andreas Brümmer, Head of Fluidics at Technical University Dortmund<br />
Andreas Brümmer, born in 1963, studied aerospace engineering at the Technical University of Braunschweig, where he completed<br />
his doctorate in the field of bird flight at the Institute of Fluid Mechanics. He began his industrial career in 1997 as head<br />
of the fluid dynamics at the company KÖTTER Consulting Engineers KG. Here he gained experience in the physical analysis and<br />
elimination of flow-induced vibrations in industrial plants. In 2005, he took over the technical management of the company.<br />
Since 2006, he has been Professor and Head of the Fluid <strong>Technology</strong> Department at TU Dortmund University. His research<br />
focuses on the theoretical and experimental analysis of screw machines both in compressor applications (e.g. refrigeration and<br />
air compressors, vacuum pumps) and in expander applications (e.g. waste heat utilisation). He also researches pulsating flows<br />
in the environment of positive displacement machines and centrifugal pumps. He was Vice Dean and Dean of the Faculty of Mechanical Engineering<br />
from 2008 to 2011 and Senator at TU Dortmund University from 2012 to 2014. He is a reviewer for various international journals, serves on industrial<br />
advisory boards and scientific committees and is the scientific director of the International Conference on Screw Machines (ICSM), which<br />
has been held regularly at TU Dortmund University since 1984.<br />
Dipl.-Ing. (FH) Gerhart Hobusch, Project Engineer, KAESER KOMPRESSOREN SE, Coburg<br />
Gerhart Hobusch, born in 1964, studied mechanical engineering at the University of Applied Sciences in Schweinfurt, Northern<br />
Bavaria. He graduated with a degree in mechanical engineering and completed postgraduate studies with a degree in industrial<br />
engineering. He has been working as a project engineer at KAESER KOMPRESSOREN SE, Coburg, since 1989. His responsibilities<br />
include the planning of compressed air stations, the development of economical, energy-saving concepts for compressed air stations<br />
and the worldwide training of KAESER project engineers. As part of his job, he has worked on research projects such as the<br />
“Compressed Air Efficiency” campaign, the EnEffAH joint project, as well as FOREnergy and Green Factory Bavaria, and is active in<br />
the VDMA's compressed air technology department. The standard compliant implementation of volume flow and power measurements<br />
on compressors, also in connection with China Energy Label efficiency requirements, as well as compressed air quality measurements according<br />
to ISO standards are also part of his tasks. In addition to the specialist lectures on compressed air technology held over the years, he is participating<br />
in the development of the KAESER blended learning concept with the design of e-learning courses and the implementation of online training courses.<br />
Dipl.-Ing. (FH) Johann Vetter, Head of Integrated Management Systems, NETZSCH Pumps & Systems GmbH, Waldkraiburg<br />
Johann Vetter, born in 1966, studied mechanical engineering at the Technical Colleage of Regensburg. His diploma thesis dealt<br />
with the topic “Filters and filter materials“ in Environmental and <strong>Process</strong> Engineering. Prior to his studies, Mr. Vetter had completed<br />
an apprenticeship as machine fitter and thus created a practical basis for his later activities in the automotive industry,<br />
where he worked for 16 years as a quality engineer, development engineer, project manager and department manager for airbag<br />
systems. Since 2013, Mr. Vetter has been responsible for special projects mainly for the oil and gas industry at NETZSCH<br />
Pumps & Systems, where he took over the position of Quality Manager after 3 years. Since October 2019 he has been responsible<br />
for the areas of integrated management systems and is also a member of the Management Board of NETZSCH Pumps &<br />
Systems. He is currently also the project manager responsible for sustainability at the NETZSCH Group.<br />
Dipl.-Ing. (FH) Sebastian Oberbeck, Global Head of Product Group Valves, Pfeiffer Vacuum+Fab Solutions, Asslar<br />
Sebastian Oberbeck, born 1970, graduated at the University of Applied Sciences Mittelhessen in engineering and precision<br />
mechanics. His career startet as project engineer and later as project manager at the Fraunhofer Institute for Microsystems<br />
in Mainz developing mainly micro pumps, micro valves and microsystems (MEMS) in publically funded as well as in industry<br />
sponsored projects. From 1998 he was responsible for nano technically manufactured Pointprobe AFM sensors at Nanosensors<br />
GmbH in Wetzlar. In 1999 he became founding member and partner of the startup company CPC Cellular Chemistry<br />
Systems GmbH where he was responsible for developing micro chemical reaction systems in Laboratory and Pilot plant applications<br />
in the chemical and pharmaceutical industry. 2004 he took the product management responsibility for automotive<br />
drive shaft components of Daimler Chrysler and Getrag at tier 1 supplier Selzer Fertigungstechnik GmbH in Driedorf. From 2009 to 2019, he was<br />
responsible for development and basic research for backing pumps and systems at Pfeiffer Vacuum GmbH. From 2020 to 2022, he was responsible<br />
for setting up and managing the Silicon Valley Innovation Center in San Jose, California for Pfeiffer Vacuum North America. From early 2023 to<br />
April 2025, he served as Global Energy Manager at Pfeiffer Vacuum. Since May 2025, he has been Global Head of Product Group Valves.<br />
6 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
PUMPS ARE THE HEART<br />
OF YOUR SYSTEM<br />
Pump technology from the innovation leader<br />
You can count on it: Industrial pumps from Vogelsang impress with their<br />
outstanding performance, exceptional durability, and ease of maintenance.<br />
They can also be individually adapted to meet just about any requirement.<br />
When it comes to pumps – Vogelsang.<br />
VOGELSANG – LEADING IN TECHNOLOGY<br />
vogelsang.info
PROCESS TECHNOLOGY & COMPONENTS<br />
Contents<br />
Title<br />
Control more precisely, consume less<br />
GEA expands its valve portfolio with water-hydraulic<br />
actuation, supporting more sustainable, digital beverage<br />
production worldwide<br />
With the acquisition of Denmark’s Hydract in early <strong>2026</strong>, GEA<br />
expands its valve portfolio, adding water-hydraulic actuation<br />
alongside pneumatic technology and opening new possibilities<br />
for energy efficiency, digital insight, and precise regulation in<br />
beverage plants. (starting on page 10)<br />
Contents<br />
Guest editorial<br />
Water. Energy. Future. Rethinking wastewater treatment. 5<br />
Cover story<br />
Control more precisely, consume less 10<br />
Environmental technology<br />
The phosphorus resource of the future 14<br />
Pumps and Systems<br />
High-pressure plunger pumps<br />
<strong>Process</strong> reliability under pressure 17<br />
Centrifugal pumps<br />
Liquid tar: a dirty challenge for pumps 22<br />
Metering pumps<br />
Minimal pulsation thanks to pump synchronization:<br />
6-head combination pump with Smart Monitoring delivers<br />
water and sulfuric acid evenly into static mixer 24<br />
Mobile lubrication solution<br />
The firewood wizard from the Spessart region 26<br />
Rotary lobe pumps<br />
Compact pump technology for tankers 28<br />
Renovation during ongoing operation:<br />
Mobile pump supports mobile construction site<br />
in sewage treatment plant 30<br />
From membrane filtration to mobile pumps:<br />
Rotary lobe pumps in use for the highest demands 32<br />
Screw pumps<br />
Reliability meets efficiency 34<br />
Dosing systems<br />
Chemical conditioning of the steam-water cycle<br />
for reliable operation 36<br />
Macerator<br />
SEEPEX introduces its new generation of macerator 38<br />
Vacuum technology<br />
Vacuum technologies<br />
Critical roles of vacuum technology in safe and<br />
efficient battery recycling 40<br />
Vacuum pump stand<br />
Hyperloop – traveling through a vacuum<br />
at 1,000 kilometers per hour 44<br />
Companies – Innovations – Products<br />
Pumps/Vacuum technology 46<br />
Index of Advertisers 53<br />
Impressum 53<br />
Trade fairs and events<br />
IFAT Munich <strong>2026</strong> 54<br />
IVS - INDUSTRIAL VALVE SUMMIT <strong>2026</strong> 56<br />
FILTECH <strong>2026</strong> 57<br />
VALVE WORLD EXPO <strong>2026</strong> 58<br />
Compressors und Systems<br />
Compressed air<br />
The alternative for economical compressed air 60<br />
Breathing air compressors<br />
On the track with high pressure 64<br />
Turbo compressors<br />
40 years of Sweden’s heat pumps:<br />
from the oil crisis to the energy transition 66<br />
Nitrogen generators<br />
Nitrogen purity explained:<br />
How to select the right purity for each industry 70<br />
Compressed air production<br />
Compressed air for climate-neutral production 72<br />
Air compressors<br />
Air compressor troubleshooting: A comprehensive guide<br />
to rapid problem resolution 76<br />
Compressed air management<br />
Reducing energy costs by 50 per cent, thanks to<br />
efficient compressed air management 80<br />
<strong>Components</strong><br />
Frequency converter<br />
Three-level technology for a new turbo compressor 82<br />
Condition monitoring<br />
From normative vibration assessment to learning-based<br />
condition monitoring – Condition monitoring of rotating machines<br />
with dynamic tolerance bands and AI 84<br />
Flow Solutions<br />
From components to integrated Flow Solutions –<br />
Building reliable water networks together 87<br />
Sensors<br />
Optimizing cooling tower efficiency with<br />
smart water quality control 90<br />
Valves<br />
Leakage problems with diaphragm valves<br />
in biotechnological applications 92<br />
Seals<br />
Vi 782 – A long-lasting FKM all-rounder with NFS technology 94<br />
Innovative filter elements<br />
With metal wire mesh to 90 % lower energy demand 96<br />
Companies – Innovations – Products<br />
Compressors/Compressed air/<strong>Components</strong> 99<br />
Technical Data Purchasing 105<br />
8<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
HAMPRO® HIGH-PRESSURE<br />
PROCESS TECHNOLOGY<br />
The high-pressure pumps of the HAMPRO® series are used in the Oil and Gas Industries to pump a<br />
very wide range of fluids, meet the stringent requirements of the relevant safety and reliability regulations<br />
and are characterized by a robust design and careful use of resources.<br />
Our experienced team of experts will be happy to help configure the<br />
perfect solution for your individual application.<br />
RECIPROCATING PUMPS<br />
TO API 674<br />
- Glycol pumps<br />
- Leak test pumps<br />
- Methanol pumps<br />
- Produced water injection pumps<br />
- Sea water injection pumps<br />
Pressure:<br />
50 – 4000 bar<br />
Flow rate: 0,1 – 256 m³/h<br />
TAILOR-MADE AND<br />
FULLY INTEGRATED<br />
Hammelmann GmbH<br />
(0) 25 22 / 76 - 0<br />
Carl-Zeiss-Straße 6-8<br />
pp@hammelmann.de<br />
D-59302 Oelde www.hammelmann-process.com
Cover story<br />
Control more precisely, consume less<br />
GEA expands its valve portfolio with water-hydraulic<br />
actuation, supporting more sustainable, digital beverage<br />
production worldwide<br />
With the acquisition of Denmark’s<br />
Hydract in early <strong>2026</strong>, GEA expands<br />
its valve portfolio, adding water-hydraulic<br />
actuation alongside pneumatic<br />
technology and opening new<br />
possibilities for energy efficiency,<br />
digital insight, and precise regulation<br />
in beverage plants.<br />
It’s often the “unseen” equipment<br />
that decides whether a shift runs<br />
smoothly. In breweries and soft drink<br />
plants, process valves quietly do the<br />
hard work: separating product and<br />
CIP media, protecting quality, and<br />
keeping flow stable.<br />
“Water-hydraulic valve actuation<br />
offers more precise<br />
regulation, which enables new<br />
processing concepts such as<br />
late product differentiation,<br />
an upgrade path for existing<br />
installations, and the chance<br />
to lower CAPEX when the new<br />
process concept lets you do<br />
more with fewer tanks.”<br />
Bastian Tolle, Head of Business<br />
Development & Digitalization, GEA<br />
But as plants<br />
push for lower<br />
energy<br />
use,<br />
faster product<br />
changeovers,<br />
and<br />
better<br />
becomes<br />
less about the<br />
valve body and<br />
more<br />
about<br />
how that valve<br />
is actuated –<br />
and what that<br />
actuation<br />
enables.<br />
data, the question<br />
That’s<br />
why interest is rising in hydraulic<br />
valve technology as an alternative to<br />
pneumatic valve technology.<br />
What’s the headline for beverage<br />
professionals?<br />
Bastian Tolle: “This is about giving<br />
customers a real choice of actuation<br />
technology from one portfolio<br />
– the best of both worlds. GEA’s<br />
pneumatic valve technology already<br />
spans hygienic applications with<br />
VARIVENT and aseptic applications<br />
with ASEPTOMAG. By adding waterhydraulic<br />
actuation, GEA can offer an<br />
additional actuation option for singleseat,<br />
double-seat, and control valves,<br />
so engineers can select the most suitable<br />
approach for each application<br />
without changing suppliers or service<br />
models.”<br />
Why water-hydraulic actuation?<br />
And why now?<br />
Peter Espersen: “Back in 2008, hydraulic<br />
valve technology began as<br />
an energy-saving story, but the value<br />
proposition matured. Today, sustainability<br />
is back at the top of the<br />
agenda, digitalization is expected,<br />
and precise regulation can unlock<br />
new process concepts. Now we don’t<br />
have to defend that we offer an alternative.<br />
Plants are actively looking for<br />
measurable improvements.”<br />
Bastian Tolle: “From GEA’s perspective,<br />
the fit is clear: if we want to deliver<br />
on our promise, ‘Engineering for<br />
a better world,’ we can’t ignore the<br />
advantages that water-hydraulic actuation<br />
can offer. It supports sustainability,<br />
enables digital condition<br />
monitoring, and makes every valve<br />
capable of stable intermediate positioning,<br />
turning a mixproof shut-off<br />
valve into a regulating tool to enable<br />
constant inline mixing processes with<br />
the highest precision, allowing for<br />
late product differentiation. Sustainability,<br />
digitalization, efficiency, precision,<br />
and excellence – all in one technology.<br />
And these are concepts we<br />
embrace as a company.”<br />
In practical terms, what changes<br />
when you move from compressed<br />
air to water?<br />
Bastian Tolle: “Moving from compressed<br />
air to hydraulics changes the<br />
supporting system around the valve.<br />
You’re not only switching an actuator,<br />
but you’re also introducing a hydraulic<br />
support system that must be designed<br />
and sized for the application.<br />
You rethink the supporting system,<br />
so it fits the process, the maintenance<br />
reality, and the way a beverage site is<br />
run. That’s also why this technology<br />
needs a partner with application<br />
knowledge, engineering capability,<br />
and the confidence of an established<br />
supplier. The upside is that water-hy-<br />
When Bastian Tolle, Head of Business<br />
Development & Digitalization<br />
at GEA Pure Flow <strong>Process</strong>ing, sits<br />
down with Peter Espersen, founder<br />
of Hydract, the dynamic is striking.<br />
They both know the valve world inside<br />
out, but from different angles:<br />
Tolle from the scale of the modular<br />
VARIVENT portfolio built for industry-wide<br />
use, Espersen from the<br />
stubborn reality of bringing a new<br />
technology to market.<br />
Hydraulic valve technology at a glance<br />
• Actuation medium: water instead of compressed air, reducing reliance<br />
on compressor systems.<br />
• Precision: stable intermediate positioning supports accurate<br />
regulation.<br />
• Digital potential: stable motion plus actuator intelligence enables<br />
condition monitoring (e.g., seal/gasket trends).<br />
• Plant fit: strongest sustainability impact when utilities are designed<br />
accordingly (especially greenfields and major upgrades).<br />
• Sustainability upgrade: easy to retrofit on existing valve solutions<br />
to upgrade an existing system to a sustainable, digital solution.<br />
10<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Cover story<br />
draulic actuators can eliminate the<br />
need for compressed air for valve operation.<br />
Air that is typically generated<br />
by energy-intensive compressors.”<br />
Peter Espersen: “Hydraulics also behaves<br />
differently under process forces.<br />
A pneumatic regulating valve can<br />
be influenced by changing flow and<br />
pressure, while a hydraulic actuator<br />
stays where it’s commanded and<br />
moves in small, controlled steps, improving<br />
stability around setpoints.”<br />
Let’s talk sustainability: how big is<br />
the energy-saving potential?<br />
Bastian Tolle: “That starts with a simple<br />
reality: compressed air comes<br />
with a footprint; water can operate<br />
in a closed loop. Water-hydraulic actuation<br />
can eliminate the need for<br />
compressed air for valve movement,<br />
which is typically generated by compressors<br />
in pneumatic systems.<br />
Replacing a large compressed-air<br />
supply with a compact hydraulic system<br />
can cut electricity demand dramatically,<br />
especially as you can eliminate<br />
losses caused by air leaks within<br />
the compressed air network, which<br />
are present in all plants and which<br />
you can easily hear while walking<br />
through these plants.<br />
But the real number depends on<br />
plant layout, compressor sizing, and<br />
project scope. It’s most compelling<br />
for greenfield projects and major upgrades<br />
and can also be attractive for<br />
extensions where compressed air capacity<br />
becomes a constraint. It becomes<br />
a meaningful lever in modernization<br />
projects where energy and<br />
CO 2<br />
are being optimized plant-wide,<br />
and where every ‘hidden consumer’<br />
has to justify itself. In those projects,<br />
changing how valves are driven can<br />
be surprisingly impactful. The direction<br />
is clear: it helps customers get<br />
away from compressed air for operating<br />
valves.”<br />
What does “more digital” mean<br />
at valve level?<br />
Bastian Tolle: “Stable positioning is<br />
the foundation. With pneumatics,<br />
springs and line forces can introduce<br />
small deviations. Hydraulics can hold<br />
position with high repeatability and<br />
stability, which makes condition monitoring<br />
realistic in daily operation,<br />
such as tracking gasket condition and<br />
collecting actionable data.”<br />
Peter Espersen: “Hydraulic valve actuation<br />
controls motion digitally inside<br />
the actuator, not simply open/<br />
close. The actuator moves from one<br />
position to another, records what<br />
happened, and can detect patterns<br />
such as seal wear.<br />
In practice, that means moving from<br />
‘we think the valve is fine’ to ‘we can<br />
see what is changing before it fails’ in<br />
real production conditions.<br />
Compare it to a CNC machine: controlled<br />
motion, traceable behavior,<br />
actionable data, while communicating<br />
through standard interfaces like<br />
IO-Link, depending on plant needs. At<br />
the Carlsberg brewery in Fredericia,<br />
Denmark, hydraulic valves enabled<br />
continuous inline blending and late<br />
product differentiation at scale. The<br />
principle is simple: when valves can<br />
regulate precisely and repeatably,<br />
plants can blend inline and respond<br />
faster to demand, rather than relying<br />
solely on large numbers of dedicated<br />
tanks and batch staging. So, instead<br />
of keeping 50 different beer types in<br />
stock, you might keep 10 or 12, as<br />
Carlsberg in Fredericia did.”<br />
Bastian Tolle: “It’s not only about<br />
speed. It can also reduce cleaning effort<br />
and resource use when processes<br />
and tank utilization are optimized,<br />
because stable regulation expands<br />
the set of feasible plant concepts.<br />
And it goes even further: if stable regulation<br />
lets you simplify the process<br />
and run with fewer tanks, it can also<br />
help reduce CAPEX for the plant operator.”<br />
What’s the rollout plan within<br />
GEA’s portfolio?<br />
Bastian Tolle: “We start where the<br />
impact is immediate. The first phase<br />
focuses on the so-called ‘high runners’<br />
in the current VARIVENT system:<br />
N-type (shut-off), W-type (changeover),<br />
and R-type<br />
valves<br />
(mixproof).<br />
That should cover 60-<br />
70 % of be verage applications.<br />
From there, the aim<br />
is to broaden the offering<br />
across the entire<br />
VARIVENT system<br />
so hydraulic actuation<br />
becomes a standard choice at<br />
scale for hygienic valve technology.<br />
Aseptic valves are also on the roadmap.<br />
Of course, retrofit capability with the<br />
modular VARIVENT housing remains<br />
an advantage. The ambition is to add<br />
hydraulic actuation as an option within<br />
that modular logic, so customers<br />
can choose pneumatic or hydraulic<br />
actuation while keeping consistent interfaces<br />
to engineering, automation,<br />
and service for new installations or -<br />
and this is a key benefit - to upgrade<br />
“Hydraulic valve actuation<br />
controls motion digitally inside<br />
the actuator, not simply<br />
open/close. Compare it to<br />
a CNC machine: controlled<br />
motion, traceable behavior,<br />
actionable data.”<br />
Peter Espersen, Founder Hydract<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
11
Cover story<br />
existing installations to this new sustainable<br />
technology.”<br />
How do you make sure the technology<br />
keeps its speed?<br />
Bastian Tolle: “We are keeping the<br />
Hydract team together as a focused,<br />
agile unit inside our Pure Flow <strong>Process</strong>ing<br />
Division. The intent is to combine<br />
the expertise in hydraulic valve<br />
technology with GEA’s global sales,<br />
engineering, and service footprint.”<br />
as a niche, but as a credible option<br />
for modern production. With GEA’s<br />
engineers and their unmatched valve<br />
portfolio, we can create new customer<br />
solutions and make it work seamlessly.”<br />
Bastian Tolle: “After decades of conversations<br />
about what the ‘next generation’<br />
of valve technology could be,<br />
I believe this is the rare kind of step<br />
The experts’ take<br />
that can genuinely move the needle,<br />
because it makes sustainability, digitalization,<br />
and precision regulation<br />
tangible in a component that sits at<br />
the heart of every beverage plant.”<br />
Learn more and discuss your application<br />
with GEA’s valve specialists:<br />
www.gea.com/contact<br />
And on a final, more personal note:<br />
what are you hoping for in the near<br />
future?<br />
Peter Espersen: “After spending years<br />
fighting to make a vision real, I want<br />
to see the technology spread into Europe,<br />
into the rest of the world. Not<br />
If I’m planning a project now, how should I proceed?<br />
Start with the application, not the component. Identify where stable regulation,<br />
sustainability KPIs, or digital monitoring could create the biggest<br />
plant value, and evaluate whether a hydraulic support system fits the<br />
project scope: greenfield, major upgrade, or extension.<br />
Think in outcomes: energy profile, controllability, and flexibility.<br />
12 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
SAFE & SUSTAINABLE<br />
Perfectly positioned to make your<br />
production processes more efficient.<br />
For industry, compressed air and industrial gases such as<br />
nitrogen and oxygen are indispensable production factors.<br />
They must be available at all times – in the right quality, at the right<br />
moment, and with maximum reliability. As true specialists, we provide our<br />
customers with compressed air and specialty gas solutions tailored precisely to their<br />
specific applications – safe, efficient, and customized. In addition, our premium<br />
services not only ensure continuous security of supply but also deliver significant<br />
cost savings through intelligent concepts such as heat recovery and digital system<br />
monitoring. You too can rely on …<br />
boge.com
Environmental technology<br />
The phosphorus resource of the future<br />
How sewage sludge ash as a raw material source is sustainably<br />
changing fertilizer production<br />
Thomas Lansdorf<br />
The essential element phosphorus,<br />
currently sourced almost exclusively<br />
from finite phosphate ores, is vital<br />
for agriculture, which accounts for<br />
over 80 % of its consumption. Given<br />
the finite nature of these sources,<br />
German legislation has mandated<br />
the recovery of phosphorus from<br />
sewage sludge, effective from 2029.<br />
Eirich presents an economical mobilization<br />
process that refines sewage<br />
sludge ash into a valuable<br />
phosphate fertilizer via an elegant<br />
digestion method.<br />
Significant technical efforts are underway<br />
to extract phosphorus from<br />
industrial wastewater. Traditionally,<br />
the procurement of phosphorus has<br />
been predominantly sourced from<br />
ores. Significant deposits of this mineral<br />
have been identified in Morocco,<br />
China, the USA, and Russia. In Europe,<br />
only minor deposits have been identified<br />
in Finland and Norway [1]. As<br />
with many other raw materials employed<br />
in industry, sources suitable<br />
for mining are finite. Consequently,<br />
the EU has classified phosphorus,<br />
akin to lithium, as a strategically<br />
significant element [2] and has advocated<br />
for its recovery from sewage<br />
sludge. This approach has been<br />
demonstrated to conserve resources<br />
and, most significantly, to ensure independence<br />
from sources originating<br />
from crisis regions. The phosphorus<br />
present in sewage sludge offers a<br />
recovery potential of 50,000 tons per<br />
year in Germany alone.<br />
Every day, humans and animals ingest<br />
phosphates through food and<br />
subsequently excrete the majority of<br />
them. The phosphates contained in<br />
food products are ultimately present<br />
in municipal and industrial sewage<br />
sludge at the end of the water treatment<br />
process. According to the German<br />
Federal Environment Agency [3],<br />
the phosphorus content of dried sewage<br />
sludge ranges from 2 to 55 grams<br />
per kilogram. In Germany alone, 1.8<br />
million tons of sewage sludge are produced<br />
annually (based on dry matter).<br />
Therefore, Germany has set itself<br />
the task of utilizing this phosphorus<br />
resource in the future. According to<br />
the Wastewater Sludge Ordinance,<br />
operators of large wastewater treatment<br />
plants (serving the equivalent<br />
of more than 100,000 inhabitants) will<br />
be obligated to do so from January 1,<br />
2029. This requirement will also apply<br />
to smaller plants (serving the equivalent<br />
of more than 50,000 inhabitants)<br />
by 2032 at the latest. While Germany,<br />
Switzerland (from <strong>2026</strong>), and Austria<br />
(from 2033) are leading the way in P<br />
recovery, other EU member states<br />
are relying on voluntary regulations<br />
through economic incentives. The EU<br />
Fertilising Products Regulation (FPR)<br />
is the most important lever for EUwide<br />
distribution: Since July 2022, it<br />
has legalized the sale of P-recyclates<br />
(e. g. struvite, phosphoric acid) as fertilizers<br />
(CE marking) and thus creates<br />
essential market incentives.<br />
Why sewage sludge should no<br />
longer be used directly as fertilizer<br />
Just a few years ago, sewage sludge<br />
was mainly used in agriculture and<br />
was a cost-effective alternative to<br />
mineral fertilizers for farmers. It<br />
contains large amounts of nitrogen,<br />
phosphates, calcium, magnesium,<br />
and approximately 50 % organic<br />
matter. However, sewage sludge is a<br />
multi-component mixture from commercial<br />
and domestic sources, the<br />
composition of which can vary greatly<br />
depending on its origin and the<br />
season. This mixture also contains<br />
harmful substances such as heavy<br />
metals, residues from weed killers<br />
and pesticides, pathogens, drug residues,<br />
PFAS (per- and polyfluoroalkyl<br />
substances) and microplastics. Animal<br />
diseases, especially the BSE crisis,<br />
have further restricted its use.<br />
Sewage sludge also causes a considerable<br />
odor nuisance due to its<br />
biological activity. For this reason,<br />
sewage sludge is increasingly being<br />
incinerated, and its direct use as<br />
fertilizer is now only approved in individual<br />
cases. As of 2022, over 80<br />
percent of municipal sewage sludge<br />
in Germany was being thermally<br />
treated. [4]<br />
Mono-incineration plants for<br />
sewage sludge<br />
After mechanical dewatering, with<br />
a chamber filter press or a decanter<br />
centrifuge, the sewage sludge has an<br />
earth-moist consistency. However,<br />
this earth-moist material still contains<br />
65-75 % water. Additional thermal<br />
pre-drying is required to achieve<br />
a moisture content of 40-55 %. This<br />
process efficiently utilizes the waste<br />
heat from combustion. This is usually<br />
carried out in a stationary fluidized<br />
bed combustion system at approximately<br />
850°C. This ensures complete<br />
combustion and minimizes the formation<br />
of climate-damaging nitrous<br />
oxide (N 2<br />
O). The sewage sludge ash is<br />
completely dry after combustion and<br />
contains approximately 10-25 % P 2<br />
O 5<br />
.<br />
In very modern plants, heavy metals<br />
can be directly separated as filter<br />
dust during flue gas cleaning.<br />
Thermochemical removal<br />
of heavy metals<br />
Even after combustion, the ash itself<br />
still contains heavy metals. To<br />
separate these, thermochemical<br />
post-treatment can be carried out.<br />
This thermochemical depletion usually<br />
takes place in a rotary kiln at<br />
temperatures of 900–1100°C. Various<br />
processes exist, e. g., EuPhoRe ® ,<br />
14 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Environmental technology<br />
AshDec ® , and Pyrophos ® [5]. The addition<br />
of additives, such as alkaline<br />
earth chlorides (CaCl 2<br />
, MgCl 2<br />
), further<br />
promotes the formation of volatile<br />
heavy metal chlorides (e. g., PbCl 2<br />
and<br />
ZnCl 2<br />
), which simplifies their separation.<br />
The residence time is usually<br />
30–60 minutes. The addition of sodium<br />
carbonate instead of chlorides<br />
can also positively influence the solubility<br />
of the phosphates (e.g., in the<br />
Rhenania process), leading to the formation<br />
of citrate-soluble calcium sodium<br />
phosphate (CaNaPO 4<br />
).<br />
plant concepts for mixing and granulating<br />
can be developed fully automatically<br />
and cost-effectively to produce<br />
fertilizer granules for a wide variety of<br />
applications, as shown in figure 1.<br />
Detailed reaction process in the<br />
Eirich Smart Mixer<br />
Ash from fluidized bed combustion<br />
is usually sufficiently fine for use<br />
in the Eirich intensive mixer. If the<br />
ingly soluble phosphates can be almost<br />
completely digested within a<br />
few minutes. In addition, gypsum<br />
(CaSO 4<br />
2 H 2<br />
O, which increases<br />
strength) and magnesium sulfate<br />
(MgSO 4<br />
, Epsom salt) are formed from<br />
the calcium and magnesium components.<br />
After the reaction is complete,<br />
ammonium sulfate ((NH 4<br />
) 2<br />
SO 4<br />
) as a<br />
nitrogen source and potassium sulfate<br />
(K 2<br />
SO 4<br />
) as a potassium source<br />
could be added if required. This<br />
From sewage sludge ash to fertilizer<br />
The combustion of sewage sludge<br />
converts the phosphates into sparingly<br />
soluble minerals that are not<br />
plant available. These include, in particular,<br />
β-TCP (tricalcium phosphate)<br />
Ca 3<br />
(PO 4<br />
) 2<br />
, apatite Ca 5<br />
[(OH)(PO 4<br />
) 3<br />
], whitlockite<br />
Ca 9<br />
(Mg, Fe)[PO 3<br />
OH(PO 4<br />
) 6<br />
] and<br />
stanfieldite Ca 4<br />
Mg 5<br />
(PO 4<br />
) 6<br />
[6]. Ashes<br />
resulting from precipitation with iron<br />
or aluminum salts also contain sparingly<br />
soluble iron(III) phosphate FePO 4<br />
or aluminum phosphate AlPO 4<br />
. To improve<br />
plant availability, such ash can<br />
be treated directly in an Eirich mixer<br />
with dilute sulfuric acid. This leads to<br />
a significant improvement in nutrient<br />
availability; the following reactions, for<br />
example, take place:<br />
Fig. 1: Operating principle of the Eirich Smartmixer: fertilizer granules are produced from<br />
sewage sludge ash and diluted sulfuric acid in a single reaction step. Additional nutrients<br />
can optionally be added.<br />
1. Ca 3<br />
(PO 4<br />
) 2<br />
+ 2 H 2<br />
SO 4<br />
+ 4 H 2<br />
O → Ca(H 2<br />
PO 4<br />
) 2<br />
+ 2 CaSO 4·2 H 2<br />
O<br />
β-TCP + sulfuric acid → monocalcium phosphate (MCP) + gypsum<br />
2. Ca 5<br />
[(OH)(PO 4<br />
) 3<br />
] + 5 H 2<br />
SO 4<br />
+ 9 H 2<br />
O → 3 H 3<br />
PO 4<br />
+ 5 CaSO 4·2 H 2<br />
O<br />
hydroxyapatite + sulfuric acid → phosphoric acid + gypsum<br />
3. 2 FePO 4<br />
+ 3 H 2<br />
SO 4<br />
→ Fe 2<br />
(SO 4<br />
) 3<br />
+ 2 H 3<br />
PO 4<br />
iron(III)-phosphate + sulfuric acid → iron(III)-sulfate + phosphoric acid<br />
Another advantage of adding acid is<br />
the resulting pH reduction. This improves<br />
the release of nutrients into<br />
the soil, especially with highly alkaline<br />
ash. This combination, along with<br />
targeted nitrogen additions, creates a<br />
biologically valuable N-P-S (nitrogenphosphorus-sulfur)<br />
fertilizer. Additionally,<br />
crystallization processes during<br />
setting and drying increase the green<br />
and final strength of the granules. The<br />
released reaction enthalpy has a positive<br />
effect on the subsequent drying<br />
process. Thus, individual customized<br />
ash is too coarse after combustion<br />
or thermochemical post-treatment,<br />
pre-milling is recommended. This<br />
can be done, for example, in a ball<br />
mill or an orbit mill (Eirich Ehinger<br />
centrifugal mill). This ensures that<br />
the reaction can proceed quickly<br />
and completely. It also improves the<br />
strength of the resulting granules.<br />
First, the pre-weighed sewage sludge<br />
ash is charged in the Eirich Smart<br />
Mixer. Then, dilute sulfuric acid is<br />
added. Due to the optimal mixing in<br />
the Eirich intensive mixer, the sparwould<br />
allow for the production of a<br />
high-quality multi-component fertilizer<br />
(NPK + S + Ca + Mg) in a single<br />
processing step. In the Eirich Smart<br />
mixer, the reaction, the addition of<br />
further nutrient salts, and the granulation<br />
into spherical, free-flowing fertilizer<br />
granules can all be carried out<br />
in one process step. If necessary, a<br />
coating could be applied at the end<br />
of the granulation process by adding<br />
powder additives. This would further<br />
increase the green strength of the<br />
granules. The granules could also be<br />
colored to allow for color differentiation<br />
of various formulations. After<br />
drying and sieving, the granules can<br />
be separated into uniform granule<br />
fractions. Oversized and undersized<br />
fractions can be recycled by grinding<br />
and returned to the process and returned<br />
to the process, as shown in<br />
figure 2.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
15
Environmental technology<br />
Bibliography<br />
Fig. 2: Plant example, production of fertilizer granules with the Eirich Smartmixer:<br />
1 Delivery of sewage sludge ash, 2 Storage buffer (sewage sludge ash)<br />
3 Grinding in orbit mill, 4 Bucket elevator, 5 Intermediate buffer (ground material),<br />
6 Dosing and weighing of the ash, 7 Storage buffer for additive,<br />
8 Dosing and weighing of additive, 9 Scale for dosing sulfuric acid<br />
10 Eirich Smartmixer, 11 Feed to dryer, 12 Fluidized bed dryer with filter unit,<br />
13 Bucket elevator (feed to screening),<br />
14 Tumble screen, classification of good material, oversize material,<br />
15 Oversize material to grinding (recyclate)<br />
A look at Switzerland – Further<br />
sources for phosphate recovery<br />
In 2016, the Swiss government<br />
passed a law mandating the recovery<br />
of phosphates not only from sewage<br />
sludge but also from slaughterhouse<br />
waste (e. g., animal and bone meal)<br />
[7]. The aim is to reduce reliance on<br />
imports and close the national nutrient<br />
cycle. The use of sewage sludge<br />
as fertilizer has been prohibited in<br />
Switzerland since 2006. Transitional<br />
periods for recovery are in place until<br />
<strong>2026</strong>. Eirich has already conducted<br />
successful studies on phosphate mobilization<br />
and granulation of animal<br />
meal ash. This will allow for the use<br />
of alternative phosphate resources in<br />
the future.<br />
Outlook for the future<br />
By 2029 at the latest, the recovery of<br />
phosphorus from sewage sludge ash<br />
will be legally mandated in Germany,<br />
Switzerland, and shortly thereafter<br />
in Austria. It is expected that other<br />
EU countries will follow suit. This will<br />
avoid geopolitical risks such as import<br />
dependencies.<br />
Furthermore, increasingly stringent<br />
water protection laws (eutrophication)<br />
worldwide are forcing wastewater<br />
treatment plants to remove phosphorus<br />
from wastewater. In Germany<br />
and many other countries, approximately<br />
85% of the phosphorus used<br />
is currently employed as fertilizer. It<br />
is therefore logical to produce highquality<br />
phosphorus fertilizer from<br />
sewage sludge ash and other phosphate<br />
sources. Eirich has thus set<br />
itself the goal of demonstrating a<br />
particularly simple and economical<br />
process with the Eirich Smart Mixer,<br />
thereby offering the possibility of an<br />
economically viable and sustainable<br />
solution. The process offers the possibility<br />
of converting sparingly soluble<br />
phosphates into plant-available phosphate<br />
compounds in a short time. At<br />
the same time, the addition of nutrients,<br />
especially nitrogen and potassium<br />
compounds, can significantly<br />
improve the quality of the resulting<br />
mineral fertilizers. This makes it possible<br />
to produce high-quality plant<br />
fertilizers (NPK + S + Ca + Mg) using<br />
modern and future-proof process<br />
technology. In the medium to long<br />
term, it can be assumed that similar<br />
processes will be used in other countries<br />
as well, in order to become less<br />
dependent on imports and to integrate<br />
the valuable resource phosphorus<br />
into the circular economy.<br />
1. Ilina, Alexandra (10 July 2023).<br />
Phosphorus Occurrences in Norway:<br />
Significance and Potential of a Record-Breaking<br />
Discovery, VDI Verlag.<br />
https://www.ingenieur.de/technik/<br />
fachbereiche/werkstoffe/norwegens-<br />
phosphorvorkommen-bedeutung-<br />
und-potenzial-eines-rekordverdaech-<br />
tigen-fundes/ [Accessed: 5 July 2024].<br />
2. Sewage Sludge Regulation -<br />
AbfKlärV (27 September 2017). Regulation<br />
on the Utilization of Sewage<br />
Sludge, Sewage Sludge Mixtures, and<br />
Sewage Sludge Compost, Federal<br />
Law Gazette I No. 65, p. 3465, 2017.<br />
3. Roskosch, Andrea & Heidecke, Patric<br />
(October 2018). Sewage Sludge<br />
Disposal in the Federal Republic of<br />
Germany, Umweltbundesamt,<br />
Departments III 2.4 – Waste<br />
<strong>Technology</strong>, Waste <strong>Technology</strong><br />
Transfer and III 2.5.<br />
4. Sichler, Theresa & Adam, Christian<br />
(December 2022). Estimation of Recoverable<br />
Materials from Wastewater<br />
and Sewage Sludge of Municipal<br />
and Industrial Origin, Umweltbundesamt,<br />
Dessau-Roßlau.<br />
5. Lodwig, Claudia (September 2020).<br />
Phosphorus Recovery from Sewage<br />
Sludge and Sewage Sludge Ash,<br />
Landesamt für Natur, Umwelt und<br />
Verbraucherschutz Nordrhein-Westfalen<br />
(LANUV).<br />
6. Okrusch, Martin & Frimmel,<br />
Hartwig E. (2022). Mineralogy: An Introduction<br />
to Special Mineralogy, Petrology,<br />
and Ore Deposits, 10th Edition,<br />
Springer Spektrum.<br />
7. Hartmann, Stefan (4 December<br />
2019). Phosphorus Recycling:<br />
Fertilizers from Sewage Treatment<br />
Plants, Swiss Federal Office for the<br />
Environment (BAFU). https://www.<br />
bafu.admin.ch [Accessed:<br />
4 December 2019].<br />
The Author:<br />
Thomas Lansdorf,<br />
Senior Manager Fertiliser,<br />
Eirich Maschinenfabrik<br />
Gustav Eirich GmbH & Co KG,<br />
Hardheim, Germany<br />
sales@eirich.de<br />
www.eirich.de<br />
16 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
High-pressure plunger pumps<br />
<strong>Process</strong> reliability under pressure<br />
Pump engineering challenges and solutions<br />
when handling ammonia<br />
Ammonia (NH 3<br />
) is a promising candidate<br />
for decarbonising industry.<br />
This chemical is becoming increasingly<br />
important, particularly in shipping<br />
and power-to-X processes, as<br />
well as for transporting hydrogen.<br />
However, the molecule also presents<br />
challenges: it is toxic and corrosive,<br />
and it is sensitive to low temperatures,<br />
which places extreme<br />
demands on conveyor technology.<br />
1. A molecule with potential — and<br />
risks in conveyor technology<br />
Not only is ammonia a basic raw<br />
material for fertiliser production, it<br />
is also becoming a key component<br />
of the energy transition. Known as<br />
‘green ammonia’, this is ammonia obtained<br />
from green hydrogen and can<br />
be produced in a CO 2<br />
-neutral manner.<br />
It can also be used as an energy<br />
carrier or fuel. Pilot projects in shipbuilding<br />
and off-grid energy systems<br />
are demonstrating the potential of<br />
this technology.<br />
However, handling ammonia poses<br />
significant technical challenges. It is<br />
toxic and releases harmful vapours<br />
in the event of leaks. When combined<br />
with air, it can form flammable gas<br />
mixtures, meaning even minor leaks<br />
can pose a safety risk. During transportation,<br />
ammonia is often in a supercooled<br />
liquid state, making it even<br />
more difficult to transport safely.<br />
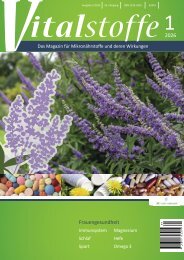
Fig. 1: KAMAT K25000 High-pressure plunger pump for demanding ammonia applications<br />
This robust process pump is designed for the safe transportation and injection of liquid ammonia<br />
at high pressure. It has proven its worth in industrial cooling circuits, chemical process<br />
engineering, and energy applications.<br />
process-stable and explosion-proof<br />
(ATEX-compliant) to ensure safe operation,<br />
even under dynamic load<br />
changes or in Ex zones.<br />
2. Challenges when pumping<br />
ammonia<br />
a) Medium-specific properties<br />
Careful technical design is required<br />
for the pumping of ammonia, taking<br />
into account both the hydraulics and<br />
the materials. Key properties include:<br />
– Toxicity and chemical reactivity:<br />
Even the smallest leak can endanger<br />
people and the environment. Reacting<br />
with moisture leads to the formation<br />
of ammonium hydroxide, which<br />
is a highly corrosive compound that<br />
damages materials and seals.<br />
– Thermal instability: With a boiling<br />
point of -33°C and a vapour pressure<br />
of around 8.6 bar at 20°C, ammonia<br />
can evaporate abruptly with even a<br />
slight drop in pressure. This leads to<br />
volumetric expansion and increased<br />
stress on the system.<br />
– Cavitation tendency: Liquid ammonia<br />
is sensitive to pressure fluctuations<br />
in the inlet area of the pump. If<br />
the local pressure drops below the vapour<br />
pressure, vapour bubbles form.<br />
These can cause damage to valves and<br />
plungers when they implode.<br />
Challenges typically arise from the<br />
high vapour pressure, which is present<br />
even at moderate ambient temperatures,<br />
the low boiling point,<br />
and the tendency to cavitate when<br />
local pressure drops. Due to these<br />
physical properties, high requirements<br />
for tightness, material resistance<br />
and controllability of the pump<br />
technology used must be met. Therefore,<br />
pumping units must be both<br />
Properties of ammonia in detail<br />
Property<br />
Value<br />
Molecular formula NH 3<br />
Boiling point (1 bar) –33.3 °C<br />
Vapour pressure (20 °C)<br />
approx. 8.6 bar<br />
Critical temperature 132.4 °C<br />
Explosion limits (LFL/UFL)<br />
15–28 vol.<br />
Auto-ignition temperature approx. 651 °C<br />
Water solubility (20 °C)<br />
529 g/l (highly exothermic)<br />
Corrosivity<br />
Strongly corrosive to Cu, Zn, Al<br />
ATEX relevance<br />
Zone 2, IIA, T1–T2<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
17
Pumps and Systems<br />
High-pressure plunger pumps<br />
These physical effects necessitate<br />
precise design of the suction conditions.<br />
This includes maintaining low<br />
flow velocities, ensuring short pipe<br />
runs and sufficient net positive suction<br />
head (NPSHa) is available, and<br />
using pumps with a particularly low<br />
net positive suction head required<br />
(NPSHr). Only then can the safe, longterm,<br />
low-wear operation of highpressure<br />
systems be ensured.<br />
b) Choice of materials<br />
The chemical reactivity of ammonia,<br />
particularly when it is present in water,<br />
places high demands on all components<br />
of a conveyor system that<br />
come into contact with the medium.<br />
In humid environments, ammonium<br />
hydroxide (NH 4<br />
OH) is formed, creating<br />
a strongly alkaline solution that<br />
attacks various materials, including<br />
copper, brass, zinc, and unprotected<br />
aluminium alloys. Due to these corrosive<br />
mechanisms, many conventional<br />
materials are ruled out from<br />
the outset.<br />
Additionally, austenitic steels are susceptible<br />
to intergranular stress corrosion<br />
cracking (SCC), particularly at<br />
fluctuating temperatures and in the<br />
presence of chloride-containing substances.<br />
Therefore, long-term and safe operation<br />
can only be achieved with highly<br />
resistant materials.<br />
High-strength materials, such as super<br />
duplex or nickel-based alloys,<br />
Overview of suitable materials<br />
Material<br />
are preferred as they provide excellent<br />
protection against cracking and<br />
embrittlement, even when subjected<br />
to fluctuating pressure and temperature<br />
conditions. A one-piece forged<br />
construction without flange connections<br />
reduces potential leak points<br />
even further.<br />
c) Sealing technology<br />
When transporting ammonia, selecting<br />
and designing the right sealing<br />
technology is key to ensuring operational<br />
safety. Due to the medium’s<br />
high volatility, vapour pressure and<br />
toxicity, the highest standards of<br />
tightness must be met for environmental<br />
and health protection reasons,<br />
as well as to maintain process<br />
integrity.<br />
Corrosion behaviour in<br />
NH 3<br />
environment<br />
1.4404 / AISI 316L Conditionally resistant,<br />
susceptible to corrosion<br />
in SCC<br />
Conventional sealing solutions, such<br />
as stuffing boxes or simple ring seals,<br />
quickly reach their limits in this context.<br />
Instead, what is required are<br />
high-density, leak-free systems that<br />
can be relied upon to operate over<br />
the long term, even under changing<br />
operating conditions.<br />
One well-established solution is the<br />
use of cartridge sealing systems.<br />
These are compact, pre-assembled<br />
sealing units that are integrated into<br />
the pump head in a modular fashion.<br />
These systems offer the following<br />
technical advantages:<br />
– Use of chemically resistant sealing<br />
materials such as PTFE, FFKM or specially<br />
formulated elastomers, which<br />
exhibit high long-term resistance to<br />
ammonia and ammoniacal solutions.<br />
Suitability<br />
Only suitable for use in<br />
exceptional cases<br />
– No external lubrication is required,<br />
which reduces the risk of additional<br />
sources of leakage and potential<br />
ignition sources in potentially<br />
explosive atmospheres.<br />
– Self-adjusting sealing elements<br />
that mechanically readjust to maintain<br />
a constant sealing effect, even<br />
when there are changes in pressure<br />
or temperature.<br />
– Dry-running capability for shortterm<br />
operation without medium,<br />
(e. g. during start-stop pumping processes<br />
or commissioning).<br />
– Ease of maintenance: The cartridge<br />
seal can be replaced quickly<br />
without having to remove the entire<br />
pump head or dismantle the highpressure<br />
pump.<br />
In addition, high-quality cartridge<br />
sealing systems are designed to ensure<br />
a stable seal even under fluctuating<br />
pressure conditions and during<br />
pulsating operation. This is particularly<br />
relevant for plunger pumps,<br />
where the flow is inherently pulsating<br />
due to their design.<br />
In safety-critical applications, such as<br />
in potentially explosive atmospheres,<br />
an ATEX-compliant design (e. g.,<br />
equipment category 2G or 3G) is also<br />
required. Likewise, the choice of materials<br />
must be<br />
d) Explosion protection & ATEX<br />
Explosion protection is a key aspect<br />
of safety-related plant design when<br />
conveying ammonia. Ammonia forms<br />
an ignitable gas mixture with air at<br />
a volume fraction of approximately<br />
15–28 %. Its ignition temperature is<br />
around 651 °C, justifying its classification<br />
in explosion group IIA and temperature<br />
class T1. Therefore, ammonia<br />
must be classified as a potentially<br />
explosive medium, particularly in systems<br />
with open ventilation routes or<br />
potential sources of leakage.<br />
1.4462 (duplex) Very good resistance to<br />
NH 4<br />
OH and chlorides<br />
1.4410 (super duplex) High strength, excellent<br />
pitting and SCC resistance<br />
Inconel 625/2.4856<br />
Virtually inert to ammonia,<br />
temperature stable<br />
Standard in chemical<br />
applications<br />
Recommended for<br />
high loads<br />
First choice for<br />
extreme conditions<br />
In accordance with European Directive<br />
2014/34/EU (ATEX), equipment<br />
and protective systems intended for<br />
use in potentially explosive atmospheres<br />
must be classified and designed<br />
accordingly. For pump technology,<br />
this results in a multi-stage<br />
safety concept:<br />
18 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
High-pressure plunger pumps<br />
– Zone classification according to<br />
EN 60079-10-1: Classification is based<br />
on the probability of release, ventilation,<br />
and system design. Ammonia<br />
applications often involve Zone 2 (occasionally<br />
occurring explosive atmosphere),<br />
and in areas with potential<br />
leakage sources, Zone 1 as well.<br />
– Equipment categories:<br />
– Category 3G for equipment in<br />
Zone 2.<br />
– Category 2G for equipment in<br />
Zone 1.<br />
– Temperature classes: Ammonia<br />
is assigned to Temperature Class T1.<br />
Accordingly, the maximum permissible<br />
surface temperatures of the<br />
components used must not exceed<br />
450 °C.<br />
– Ignition protection types: Electrical<br />
components must be designed<br />
with appropriate protection types<br />
depending on the zone, for example<br />
Ex-e (increased safety), Ex-d (flameproof<br />
enclosure), or Ex-i (intrinsic<br />
safety).<br />
– Mechanical explosion protection:<br />
Non-electrical components such as<br />
pumps are also subject to the requirements<br />
of EN ISO 80079-36/-37.<br />
In particular, an ignition source analysis<br />
must be performed to avoid potential<br />
risks such as hot surfaces,<br />
friction, or mechanically generated<br />
sparks.<br />
In practice, this means that motors,<br />
sensors, control valves, frequency<br />
converters and cabling must all be<br />
supplied and documented as explosion-proof.<br />
Additional requirements<br />
must also be observed, such as those<br />
relating to earthing and equipotential<br />
bonding, the avoidance of electrostatic<br />
charging, and the use of conductive<br />
materials for housing parts<br />
and connections.<br />
The mechanical components of a<br />
high-pressure pump, such as seals,<br />
plungers and piping, must also undergo<br />
ATEX assessment if they are to be<br />
operated in hazardous areas. In these<br />
cases, an analysis of ignition sources<br />
in accordance with EN ISO 80079-36 is<br />
required.<br />
Therefore, a comprehensive explosion<br />
protection concept that integrates<br />
all relevant components and<br />
is documented in accordance with<br />
standards is an integral part of an<br />
ammonia-carrying conveyor system.<br />
e) Regulation and process control<br />
Precise control of pressure and volume<br />
flow is crucial when conveying<br />
ammonia – both to avoid pressure<br />
surges and to safely control process<br />
dynamics. This is important in batch<br />
processes, during load changes and<br />
in start-stop operation, for example.<br />
Due to ammonia's physical properties,<br />
particularly its tendency to<br />
evaporate when pressure drops, a<br />
smooth conveying process without<br />
abrupt changes in pressure or volume<br />
is required.<br />
Small but<br />
powerful.<br />
LEWA triplex G3E<br />
process diaphragm pump.<br />
With 10 kW hydraulic power and a robust monoblock design,<br />
the LEWA triplex G3E reaches up to 350 spm, uses 30% less<br />
space, and is ideal for fuel‐gas‐supply systems on ships and<br />
other app lications with strict space limitations.<br />
Learn more: www.lewa.com
Pumps and Systems<br />
High-pressure plunger pumps<br />
One proven solution is to use frequency<br />
converters (FCs) to control the<br />
pump's speed. This enables the volume<br />
flow and outlet pressure to be regulated<br />
according to load and demand,<br />
elimi nating the need for additional bypass<br />
systems or throttling devices.<br />
Technical advantages<br />
of FC control<br />
– Pressure surge-free delivery: Starting<br />
the system up in a controlled<br />
manner by gently ramping up the<br />
speed is a significant advantage for<br />
media with high vapour pressure,<br />
such as ammonia.<br />
– Load-adapted operation: The delivery<br />
rate can be adjusted in real<br />
time to match variable process requirements,<br />
e.g. between 10 % and<br />
100 % of the rated speed depending<br />
on the pump type.<br />
– Reduced energy consumption:<br />
Operating the pump in the optimum<br />
efficiency range enables a significant<br />
reduction in power consumption in<br />
partial load operation.<br />
– Protection of mechanical components:<br />
Reduced acceleration and<br />
braking forces decrease the load on<br />
mechanical drive elements, thereby<br />
extending the service life of bearings,<br />
seals, and valves.<br />
– Interface integration: Modern<br />
converters offer communication interfaces,<br />
such as Profinet, Modbus<br />
and CANopen, that enable integration<br />
into higher-level process control<br />
systems. These systems offer remote<br />
monitoring, condition diagnostics<br />
and predictive maintenance.<br />
In potentially explosive areas, particular<br />
care must be taken to ensure<br />
that the frequency converter is either<br />
installed outside the Ex zone or operated<br />
within a certified protective enclosure.<br />
Additionally, suitable motor<br />
protection concepts must be implemented<br />
to ensure safe operation in<br />
all operating states, such as temperature<br />
sensors, speed monitoring and<br />
standstill detection.<br />
Frequency converter control enables<br />
high levels of process reliability, flexibility,<br />
and energy-efficient, low-wear<br />
operation, making it essential for<br />
conveying demanding media such as<br />
ammonia.<br />
To achieve almost completely pulsation-free<br />
pumping, resonators are<br />
used on the suction and/or pressure<br />
side as required.<br />
3. Conclusion and outlook<br />
The pumping of ammonia places<br />
special demands on pump technology,<br />
material selection, seal design<br />
and plant safety. Due to its high vapour<br />
pressure, toxic effects, thermodynamic<br />
instability and explosion<br />
hazard, ammonia is one of the most<br />
challenging substances in chemical<br />
and energy technology processes.<br />
The following aspects are therefore<br />
crucial for the safe and reliable operation<br />
of ammonia conveying systems:<br />
– Selection of corrosion-resistant<br />
materials such as super duplex or<br />
nickel-based alloys.<br />
– Use of leak-free sealing systems<br />
made from chemically resistant materials.<br />
– Explosion-protection compliant<br />
plant technology in accordance<br />
with the ATEX directive, including<br />
mechani cal ignition source assessment.<br />
– <strong>Process</strong>-stable control concepts<br />
with variable-speed drives are used<br />
to avoid dynamic load peaks.<br />
Safe, efficient and low-maintenance<br />
operation in an industrial environment<br />
can only be achieved by combining<br />
these measures. This is particularly<br />
important for continuous high-pressure<br />
applications or safety-critical areas,<br />
such as marine engineering, offshore<br />
supply and power-to-X systems.<br />
Ammonia as a key medium in the<br />
energy transition<br />
As green ammonia is increasingly<br />
established as a CO 2<br />
-free energy<br />
source, its applications outside the<br />
traditional chemical industry are becoming<br />
significantly more important.<br />
The following developments are particularly<br />
noteworthy:<br />
– Maritime propulsion systems: ammonia<br />
as an emission-free marine<br />
fuel within the framework of IMO regulations.<br />
– Power-to-ammonia plants: storage<br />
and reconversion of renew able<br />
energy in the form of chemically<br />
bound energy.<br />
– Fuel cell development: use of ammonia<br />
as a hydrogen carrier and direct<br />
medium in novel SOFC systems.<br />
– Decentralised energy storage solutions<br />
in regions with high renewable<br />
energy production.<br />
In demanding applications, plunger<br />
pumps play a central role: They enable<br />
the high-pressure transfer of ammonia<br />
and the precise, volumetrically controlled<br />
injection into downstream processes,<br />
such as combustion systems.<br />
Due to their design-based, pulsating<br />
delivery principle, flow rates can be<br />
precisely metered and flexibly adjusted<br />
via speed-controlled drives. Combined<br />
with media-resistant materials<br />
and a modular system design, plunger<br />
pumps are particularly well-suited<br />
for dynamic, safety-critical, and highperformance<br />
processes.<br />
Tailor-made plunger pump technology<br />
for ammonia applications<br />
Thanks to its flexible, modular system<br />
and in-depth knowledge of materials,<br />
KAMAT can provide robust solutions<br />
for the continuous conveyance and<br />
injection of ammonia.:<br />
– Pump heads made of duplex, super<br />
duplex, Inconel or other special<br />
materials<br />
– Cartridge sealing systems for absolute<br />
tightness under changing pressure<br />
and temperature profiles<br />
– ATEX-certified designs for potentially<br />
explosive atmospheres<br />
– Frequency-controlled drives for<br />
smooth start-up and precise pressure<br />
control<br />
– Pulsation damping through resonators<br />
– Engineering and manufacturing<br />
in Germany: modular, traceable and<br />
customisable<br />
Whether for green ammonia production,<br />
maritime injection technology<br />
20 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
High-pressure plunger pumps<br />
or power-to-X chains, KAMAT positive<br />
displacement pumps are the safe<br />
choice.<br />
KAMAT positive displacement pumps<br />
enable sustainable, reliable processes<br />
under pressure, offering flexibility,<br />
precision and future-proofing.<br />
Practical example: Transporting ammonia<br />
safely in industrial refrigeration<br />
technology using a plunger<br />
pump<br />
There were repeated problems with<br />
the conveyance of liquid ammonia<br />
(NH 3<br />
) in an industrial refrigeration<br />
system for food and storage management.<br />
Uncontrolled flash formation,<br />
leakage risks, and thermally stressed<br />
sealing systems resulted in higher<br />
maintenance costs and uncertainty<br />
regarding continuous operation.<br />
The challenge<br />
– Pumping a highly toxic, subcooled<br />
medium with a high vapour pressure<br />
– Minimising all emissions and leaks<br />
– Ensuring safe operation in the<br />
event of thermal fluctuations during<br />
continuous 24/7 operation<br />
– Ensuring compliance with ATEX<br />
requirements, the Pressure Equipment<br />
Directive and customer-specific<br />
standards<br />
The solution<br />
KAMAT developed a plunger pump<br />
system specifically designed for the<br />
conveyance of ammonia:<br />
– Integrated suction channel for optimised<br />
flow and reduced cavitationrelated<br />
pressure fluctuations<br />
– Special sealing system for toxic media<br />
with optional leakage monitoring<br />
and a barrier chamber<br />
– Oil-air cooling to stabilise bearing<br />
temperature and protect seal-sensitive<br />
components<br />
– Safety monitoring with pressure/<br />
temperature sensors, relief valves<br />
and NH 3<br />
gas detection<br />
Fig. 2: NH 3<br />
pump unit implemented with<br />
K25000. Practical example: High-pressure<br />
conveyance of ammonia in an industrial refrigeration<br />
system featuring an ATEX design<br />
and a pressure pulse damper.<br />
– Service-friendly design with clearly<br />
defined maintenance points and<br />
modular replacement systems<br />
Key technical data<br />
– Flow rate: 340 l/min<br />
– Suction pressure: 76 bar<br />
– Differential pressure: 101 bar<br />
– Medium: subcooled liquid ammonia<br />
in accordance with DIN 8949<br />
Result<br />
Since commissioning, the system has<br />
operated stably without any unscheduled<br />
downtime. It meets all safety requirements<br />
and the predictable maintenance<br />
strategy, which includes early<br />
leak detection and regulated temperature<br />
management, has led to a<br />
measur able reduction in service calls.<br />
Conclusion<br />
This project exemplifies how a mediacompatible<br />
pump design, well-considered<br />
suction geometry, intelligent<br />
sealing technology, and a monitoring<br />
system can ensure operational safety,<br />
availability, and process stability,<br />
even when handling demanding media<br />
such as ammonia, without compromising<br />
environmental protection<br />
or personal safety.<br />
Standards, guidelines and technical<br />
regulations<br />
1. ATEX Directive 2014/34/EU: Directive<br />
of the European Parliament and<br />
of the Council on equipment and protective<br />
systems intended for use in<br />
potentially explosive atmospheres.<br />
2. DIN EN ISO 80079-36:2016-12:<br />
Non-electrical equipment for use in<br />
potentially explosive atmospheres –<br />
Fundamentals and requirements.<br />
3. DIN EN 1127-1:2019-07: Explosive<br />
atmospheres – Fundamentals and<br />
methodology.<br />
4. API Standard 674: Positive Displacement<br />
Pumps – Reciprocating.<br />
4 th Edition. American Petroleum Institute,<br />
Washington D.C., 2020.<br />
5. DIN EN ISO 13709:2009-07 (API<br />
610): <strong>Process</strong> pumps – Centrifugal<br />
pumps for petroleum, petrochemical<br />
and gas industries.<br />
6. IEC 60079-10-1: Explosive atmospheres<br />
– Part 10-1: Classification of<br />
areas – Explosive atmospheres due<br />
to gases.<br />
7. VDMA Standard Sheet 24284:<br />
Pumps – Terms, parameters and definitions.<br />
VDMA Publishing House,<br />
Frankfurt am Main.<br />
8. TRGS 507: Technical Rules for<br />
Hazardous Substances – Activities involving<br />
ammonia. Federal Institute<br />
for Occupational Safety and Health<br />
(BAuA), 2022.<br />
KAMAT GmbH & Co. KG<br />
Witten, Germany<br />
www.KAMAT.de<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
21
Pumps and Systems<br />
Centrifugal pumps<br />
Liquid tar: a dirty challenge for pumps<br />
From hydrodynamic seal to dry-running magnetic coupling<br />
Hans-Wilhelm Möllmann<br />
Liquid tar is an important raw material<br />
in the chemical industry, even<br />
though its use has changed significantly<br />
over time. What has not<br />
changed over the years is the fact<br />
that liquid tar places particularly<br />
high demands on transport and, in<br />
particular, on the shaft seals of the<br />
centrifugal pumps used. Many processing<br />
companies have resigned<br />
themselves to the fact that leaks in<br />
the pumps are inevitable. However,<br />
this is not only unsanitary and hazardous<br />
to health, but also incompatible<br />
with increasing environmental<br />
regulations. Not to mention the<br />
costs incurred by the fact that leaks<br />
in the pumps worsen quickly and<br />
the pumps have to be replaced frequently.<br />
Fortunately, there are special<br />
pumps that can easily cope with<br />
the challenges of pumping liquid tar<br />
for many years.<br />
The problem<br />
Liquid tar poses such a major problem<br />
for conventional pumps because<br />
it tends to stick to surfaces, especially<br />
in the shaft seal area of the pump.<br />
It also usually contains abrasive particles<br />
and aggressive ingredients. In<br />
addition, it reaches temperatures of<br />
up to 380 degrees Celsius in many<br />
scenarios. Conventionally, pumps<br />
with hydrodynamic seals are used to<br />
convey liquid tar. In these pumps, impeller<br />
blades and a downstream seal<br />
expeller are used to relieve the shaft<br />
passage hydrodynamically from the<br />
pump and inlet pressure, thus keeping<br />
the medium away from the shaft<br />
passage. This type of pump is very<br />
reliable and sufficiently suited for<br />
transporting many media used in the<br />
chemical industry, fertilizer production,<br />
or environmental technology<br />
that are not subject to specific technical<br />
regulations on air quality. However,<br />
when pumping liquid tar at temperatures<br />
above 300 degrees Celsius,<br />
the limitations of this kind of pump<br />
are exceeded and the stationary<br />
seals, usually in the form of a gland<br />
packing, fail, resulting in the leaks described<br />
above, especially when the<br />
pumps are shut down.<br />
Centrifugal pump with dry-running<br />
magnetic coupling<br />
Special types of centrifugal pumps with<br />
magnetic couplings, on the other hand,<br />
can withstand the stresses involved in<br />
pumping hot liquid tar or, more generally,<br />
hot liquids containing solids.<br />
Centrifugal pumps with magnetic<br />
coup ling are essentially based on the<br />
principle of contactless power transmission<br />
via magnetic fields. The motor<br />
shaft carries an outer magnetic rotor,<br />
which transmits the magnetic forces<br />
to an inner magnetic rotor through a<br />
containment can. The containment<br />
can serves as a hermetic barrier, completely<br />
shielding the pumped medium<br />
from the environment.<br />
The core concept of Bungartz’s magnetic<br />
coupling technology consists<br />
of a strict physical separation of the<br />
conveying chamber from the bearing<br />
and sealing area. The grease-lubricated<br />
roller bearings run in a closed<br />
gas atmosphere that is independent<br />
of the conveying medium, typically<br />
using nitrogen injection. The key difference<br />
to conventional magnetic<br />
pumps lies in the use of a non-metallic,<br />
eddy-current-free containment<br />
can. This enables loss-free magnetic<br />
field transmission without the problematic<br />
heat generation and demagnetization<br />
risks that occur with metallic<br />
containment cans. Also, solids<br />
present in the pumped medium do<br />
not enter this area.<br />
The design features an intelligent triple<br />
seal consisting of hydrodynamic<br />
relief via impeller back blades, a lip<br />
seal that does not come into contact<br />
with the product as a secondary safety<br />
level, and a barrier gas inlet in the<br />
bearing area. This means that even if<br />
the containment can were to break,<br />
there is no risk of product leakage.<br />
The fundamental advantages of<br />
this design are considerable: since<br />
the bearing and magnetic coupling<br />
are completely separated from the<br />
pumped medium, almost all types of<br />
liquids can be pumped without any<br />
problems, including heavily contaminated,<br />
gas-laden, boiling or viscous<br />
media. The eddy-current-free mag-<br />
22 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Centrifugal pumps<br />
netic field transmission has no energy<br />
losses and operates completely independently<br />
of the pumped medium.<br />
The solution:<br />
vertical with a large gap<br />
A standard magnetic coupling can<br />
certainly be designed for higher temperatures.<br />
However, when combined<br />
with the challenging properties of<br />
liquid tar, conventional designs fail.<br />
Bungartz solves this problem in facilities,<br />
which convey liquid tar, by using<br />
vertical centrifugal pumps with dryrunning<br />
magnetic couplings, an extralong<br />
drive shaft and a heat barrier.<br />
This increases the distance between<br />
the bearing and the pumped fluid in<br />
the impeller to such an extent that<br />
the bearing temperature does not exceed<br />
70 degrees Celsius, even with a<br />
pumped medium at 380 degrees Celsius.<br />
This temperature is no problem<br />
for the robust roller bearings used.<br />
Because the containment can and<br />
the large distance between the bearing<br />
and the impeller form a thermal<br />
barrier, there is no need for cooling<br />
units. The ambient air alone is sufficient<br />
to cool the system. This reduces<br />
the complexity of the overall system<br />
and thus its susceptibility to failure.<br />
Pumps of the type described have<br />
been operating without failure or<br />
leakage for many years at Bungartz’<br />
customers.<br />
Not just tar<br />
Special centrifugal pumps with dryrunning<br />
magnetic couplings offer<br />
many other advantages, depending<br />
on whether they are designed<br />
for horizontal or vertical installation.<br />
These include guaranteed dryrunning<br />
safety thanks to the roller<br />
bearing system in a gas atmosphere,<br />
maintenance-free operation of the<br />
bearing and coupling unit for at least<br />
three years, and high intrinsic safety<br />
for ATEX-compliant applications up<br />
to Zone 1 without additional thermal<br />
monitoring. Similar to scenarios<br />
where liquid tar is transported, these<br />
pumps more than compensate for<br />
their higher initial price due to their<br />
design with reliability and durability.<br />
In a special design, these pumps are<br />
also suitable for pumping boiling or<br />
gaseous media.<br />
The Author:<br />
Hans-Wilhelm Möllmann,<br />
Head of Research and Development<br />
at PAUL BUNGARTZ GMBH & CO. KG<br />
Düsseldorf, Germany<br />
www.bungartz.de<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
23
Pumps and Systems<br />
Metering pumps<br />
Minimal pulsation thanks to pump<br />
synchronization: 6-head combination pump<br />
with Smart Monitoring delivers water and<br />
sulfuric acid evenly into static mixer<br />
Flexible adjustment of the recipe thanks to<br />
electrical stroke length setting<br />
Clean water, the most important<br />
raw product in the world, is increasingly<br />
becoming a luxury good.<br />
Water treatment is therefore becoming<br />
more and more important.<br />
A chemical company produces sulfate<br />
granules at its site in Sweden<br />
for this purpose. The plant, which<br />
mixes water and sulfuric acid in<br />
the production process, needed to<br />
be renovated. The previous pumps<br />
from Leonberg-based pump specialist<br />
LEWA had been running perfectly<br />
for 30 years. However, since<br />
the manufacturer no longer carries<br />
the old models in its product range,<br />
there are hardly any corresponding<br />
spare parts for them. To ensure<br />
production for the coming decades,<br />
the chemical company therefore decided<br />
to purchase a new LEWA combination<br />
pump with a total of six<br />
pump heads: three of the LDD3 M9<br />
type and three of the LDE3 M9 type.<br />
They are optimally synchronized<br />
with each other by an electronic<br />
control system at a phase shift of<br />
0/120/240 degrees for the process<br />
water and 60/180/300 degrees for<br />
the acid. To enable flexible adjustment<br />
of the mixture recipe, the<br />
LDD3 process water pump features<br />
electrical stroke length setting. In<br />
addition, the combination pump<br />
is equipped with innovative LEWA<br />
Smart Monitoring, which monitors<br />
the performance and condition of<br />
the units around the clock.<br />
the customer. During the dilution of<br />
concentrated sulfuric acid, it reacts<br />
strongly with water. In the static mixing<br />
installation, temperatures of up to<br />
300 °C can suddenly arise, while the<br />
aggressiveness of the acid steadily increases.<br />
“In the event of failures, defects<br />
or unplanned shutdowns of the<br />
plant, backflow from the mixer into<br />
the pumps can occur,” Moller added.<br />
“The units must therefore be able to<br />
withstand the dangerous acid and<br />
high temperature as well as pressure<br />
fluctuations and must not have vulnerable<br />
seals.”<br />
At the Swedish production site there<br />
had been already two combined<br />
LEWA pump systems in use, each<br />
with five pump heads, for the production<br />
of sulfate granules since 1989<br />
and 1990, respectively. The chemical<br />
company was extremely satisfied<br />
with these for more than 30 years.<br />
However, the Leonberg-based pump<br />
specialist no longer carries these<br />
older models in its product range, so<br />
the corresponding spare parts are<br />
no longer available. “The customer<br />
was convinced of the reliability and<br />
high functionality of the LEWA units<br />
based on their many years of experience,<br />
so I suggested replacing the discontinued<br />
models with new pumps<br />
from the same manufacturer to ensure<br />
production for the coming decades,”<br />
Moller says. “This also gave<br />
us the opportunity to significantly reduce<br />
pulsation and therefore the size<br />
of the pulsation dampers on the new<br />
pumps.”<br />
Optimal synchronization of the six<br />
pump heads over 360 degrees<br />
Especially for this highly sensitive application,<br />
the pump specialist developed<br />
a LEWA ecoflow combination<br />
“The production of sulfate granules<br />
for chemical water treatment in a<br />
continuous process is a very delicate<br />
matter,” says Torsten Moller, sales<br />
representative for LEWA in Sweden.<br />
Moller is managing the project with<br />
Fig. 1: To ensure production for the coming decades, the customer decided to purchase a<br />
new LEWA combination pump with a total of six pump heads: three of the LDD3 M9 type<br />
and three of the LDE3 M9 type. All images: LEWA<br />
24 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Metering pumps<br />
pump with a total of six M900 pump<br />
heads: three each for the sulfuric<br />
acid and the process water. In order<br />
to safely pump the 85 to 98 percent<br />
sulfuric acid, the units have to be hermetically<br />
tight. The ecoflow range<br />
meets this requirement. For the acid<br />
pump, the choice was made for the<br />
LDE3 model, which is made of highly<br />
corrosion-resistant Hastelloy so that<br />
it can withstand the aggressive medium.<br />
The smaller LDD3 model is sufficient<br />
for the process water pump. To<br />
avoid problems in the event of backflow<br />
of diluted sulfuric acid from the<br />
mixer into the pumps, the customer<br />
chose 316L stainless steel for the material,<br />
since it has good acid resistance.<br />
In order to be able to flexibly<br />
dilute the sulfuric acid depending on<br />
the end product, the LDD3 features<br />
electrical stroke length setting from 0<br />
to 30 mm.<br />
To ensure that the two media are<br />
conveyed into the static mixer without<br />
a hitch and that strong chemical<br />
reactions do not occur, a constant<br />
flow rate must be ensured. “To keep<br />
pulsation as low as possible, we<br />
shifted the phases of the individual<br />
pump heads of a medium by 120 degrees<br />
each,” explains Moller. “In addition,<br />
the frequencies of the LDD3<br />
and the LDE3 differ by 60 degrees.”<br />
The phase shift of 0/120/240 degrees<br />
for the process water and 60/180/300<br />
degrees for the sulfuric acid results<br />
in nearly perfect pump synchronization<br />
over 360 degrees. Because of<br />
Fig. 2: To enable flexible adjustment of the sulfuric acid mixture recipe, the LDD3 process<br />
water pump features an electrical stroke length setting.<br />
how well the six pump heads work<br />
together, the new system manages<br />
with significantly smaller pulsation<br />
dampers than before.<br />
Smart Monitoring ensures<br />
continuous production<br />
As the heart of the plant, the new<br />
LEWA combination will ensure the<br />
continuous production of sulfate<br />
granules. So that nothing is left to<br />
chance, the units were equipped with<br />
innovative LEWA Smart Monitoring.<br />
The system not only enables precise<br />
control of the pump, but also automatically<br />
monitors all key operating<br />
figures around the clock and detects<br />
malfunctions and process deviations<br />
in real time. Due to the combination<br />
of integrated sensor technology and<br />
compatible evaluation software, the<br />
system seamlessly records changes<br />
in pulsations or signs of wear on<br />
the pump valves, for example. This<br />
produces up to 13,000 values per<br />
second, which the algorithm uses to<br />
calculate meaningful key figures. This<br />
also makes it possible to trace which<br />
components are causing the detected<br />
deviations. “For example, if a valve<br />
stops working properly, maintenance<br />
personnel immediately know which<br />
valve in the pump is involved,” Moller<br />
explains. “It is no longer necessary<br />
to open all twelve valves individually<br />
and check them manually, which<br />
saves a lot of working time.”<br />
LEWA Solutions GmbH,<br />
Leonberg, Germany<br />
https://www.lewa.com/en/pumps/<br />
metering-pumps/lewa-ecoflow or<br />
https://www.lewa.com/en/services/<br />
digital-services/lewa-smart-monitoring<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
25
Pumps and Systems<br />
Mobile lubrication solution<br />
The firewood wizard from the Spessart region<br />
To keep homes pleasantly warm in<br />
winter, Pascal Hoh has been supplying<br />
households with firewood from<br />
the forests of the Spessart region.<br />
His service has become more popular<br />
each year. To keep up with the demand<br />
with a small team, the young<br />
entrepreneur relies on modern technology.<br />
Among other things, he uses<br />
a mobile automatic sawing and splitting<br />
unit as well as grease pumps from<br />
Lutz Pumpen that can be operated<br />
with a cordless screwdriver.<br />
For Pascal Hoh, the Spessart forests<br />
are home. The 35-year-old not only<br />
enjoys going for walks in nature to<br />
recharge, he also earns part of his<br />
livelihood here. With his small company<br />
Holz-Hoh, based in Altfeld—a<br />
district of the town of Marktheidenfeld<br />
in the Lower Franconian district<br />
of Main-Spessart in Bavaria—he has<br />
been offering people in the region, in<br />
parallel with his work as a sales technician,<br />
not only firewood from the<br />
surrounding forests for cold winter<br />
evenings since 2015, but he now also<br />
supports forest owner groups in the<br />
Spessart with forestry and sawing operations—a<br />
service that is becoming<br />
ever more popular. Accordingly, the<br />
workload has been increasing each<br />
year. And with it, the fleet that Pascal<br />
Hoh is operating is also expanding.<br />
This now includes a tractor with a forestry<br />
crane, a four-axle roll-off tipper,<br />
and a mobile automatic sawing and<br />
splitting unit. “In the first year, I sold<br />
around 80 cubic meters of wood,”<br />
recalls Pascal Hoh. “Today, sales have<br />
increased to around 7,000 cubic meters.”<br />
To dry the wood, Hoh uses the<br />
waste heat from four biogas plants in<br />
the region, allowing him to supply his<br />
customers year-round. In the early<br />
days, the wood was stored in an orchard.<br />
Since then, the young entrepreneur<br />
has purchased a commercial<br />
property for this purpose.<br />
balancing act that Pascal Hoh has to<br />
perform between his two jobs. He<br />
wants to handle as much work as possible<br />
on his own so that he does not<br />
have to bear the full risk associated<br />
with a larger workforce. He manages<br />
this thanks to the support of several<br />
part-time workers and technology<br />
that simplifies his day-to-day work. A<br />
major example of this is the sawing<br />
and splitting machine with a forestry<br />
crane, which automatically processes<br />
felled logs with diameters of up to 70<br />
centimeters at the roadside into furnace-ready<br />
firewood. A smaller-scale<br />
example is the maintenance of the vehicles<br />
and machines. “In the past, for<br />
example, it was incredibly laborious<br />
to fill the central lubrication system of<br />
the sawing and splitting machine with<br />
lubricating grease,” says Pascal Hoh.<br />
“Each time, we had to empty several<br />
400-gram cartridges using a manual<br />
grease gun.” The hundreds of strokes<br />
cost not only time, but after weeks<br />
of repetition, they could also cause<br />
strains in the hands, wrists, and forearms.<br />
“Therefore, we were desperately<br />
looking for an alternative that would<br />
simplify the maintenance work.”<br />
Instead of tiring manual pumping:<br />
a grease pump that can be powered<br />
by a cordless screwdriver<br />
But what would speed up the maintenance<br />
work? At first, Pascal Hoh<br />
considered pneumatic piston pumps<br />
that are operated with compressed<br />
air. They would have reduced the effort<br />
required, but would have been<br />
too inflexible, since not all machines<br />
and vehicles have a compressed air<br />
connection. The young entrepreneur<br />
finally found what he was looking<br />
for at the pump manufacturer<br />
Lutz Pumpen, based in Wertheim in<br />
Baden-Württemberg. The company<br />
has developed a new filling tool<br />
However, expansion also brings its<br />
own challenges. One of them is the<br />
26 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Mobile lubrication solution<br />
called Lutz Lube Drive. What makes<br />
this tool unique is that it doesn't require<br />
any physical strength, nor a<br />
pneumatic connection or electric motor.<br />
It only requires an object that is<br />
part of the standard equipment in<br />
every workshop or business. “We<br />
have developed the world’s first eccentric<br />
screw pump tube that is powered<br />
by a standard cordless screwdriver,”<br />
says Andreas Rössler, Head<br />
of Sales at Lutz Pumpen. “This allows<br />
you to conveniently top up the<br />
central lubrication systems of machines<br />
and vehicles with lubricating<br />
grease, even when out in the forest,<br />
without physi cal strain, a power supply,<br />
or pneumatics.” The filling tool is<br />
suitable for containers with a capacity<br />
of 10 to 60 kg and for all standard<br />
NLGI 2 lubricating greases.<br />
The Lube Drive was designed to be as<br />
simple as possible to operate. When<br />
Pascal Hoh needs to fill a lubricating<br />
grease system in the forest, he<br />
places the lubricating grease container<br />
close to the vehicle or machine.<br />
The metal pump tube is secured in<br />
the container by a support. The pump<br />
head with the drive interface for the<br />
cordless screwdriver is located at the<br />
upper end. Hoh then connects the<br />
hose line to the central lubrication<br />
system and starts the cordless screwdriver.<br />
The eccentric screw pump<br />
tube gets to work. The eccentrically<br />
rotating rotor turns inside the stator.<br />
This creates moving chambers that<br />
transport the viscous grease from<br />
the bottom to the top, through the<br />
pipe directly into the central lubrication<br />
system. “This functional principle<br />
enables uniform, low-pulsation<br />
conveying,” emphasizes Andreas<br />
Rössler. The deli very rate is two kilograms<br />
per minute. According to Pascal<br />
Hoh, this is sufficient for filling the<br />
central lubrication systems. “Since we<br />
started using the Lube Drive, maintenance<br />
work has become significantly<br />
more ergonomic,” says Hoh. “By simply<br />
connecting the pump to a cordless<br />
screwdriver, the strain on your<br />
hands, arms, and back is noticeably<br />
reduced, while at the same time<br />
speeding up the filling process.”<br />
Battery-powered pump for diesel:<br />
like having your own fuel station in<br />
the forest<br />
Pascal Hoh has also developed a solution<br />
for refueling in the forest that<br />
makes the work easier. “In the past,<br />
we had to lift 30-liter diesel canisters<br />
up to the filler neck, which is roughly<br />
at hip height. It was like having to do<br />
some super-tiring strength training at<br />
the gym,” says Hoh. “We can now do<br />
this with the B2 Battery cordless canister<br />
pump from Lutz Pumpen.” The<br />
plastic pump tube is mounted in a<br />
mobile diesel tank that the team always<br />
has with them in the forest on<br />
a trailer. A battery-powered motor<br />
drives the pump, which draws diesel<br />
from the container and transfers<br />
it into the tank through a hose<br />
equipped with a nozzle. “It's as if we<br />
had our own gas station right in the<br />
middle of the forest. In the past, nobody<br />
wanted to take on this job. Now,<br />
everyone volunteers.” It is also convenient<br />
that the B2 Battery is modular.<br />
This allows Pascal Hoh to permanently<br />
install multiple pump tubes<br />
in different canisters, including one<br />
specifically designed for handling Ad-<br />
Blue. In day-to-day operations, he can<br />
conveniently couple and uncouple<br />
the motor to carry out the various<br />
tasks. This reduces investment costs.<br />
The company now also uses the B3<br />
Battery model to fill the saw-splitting<br />
machine's oil tank, so 20-liter canisters<br />
no longer need to be carried.<br />
“With a flow rate of around 50–60<br />
liters per minute, the canister pumps<br />
are powerful and far surpass most<br />
permanently installed diesel pumps<br />
in tanks. All of these were investments<br />
that have made our work significantly<br />
faster and much more ergonomic.”<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5-7<br />
97877 Wertheim, Germany<br />
www.lutz-jesco.com<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
27
Pumps and Systems<br />
Rotary lobe pumps<br />
Compact pump technology for tankers<br />
Reliable conveying in confined spaces<br />
Vanja Cobec<br />
The demands placed on pump technology<br />
in tanker construction are<br />
high: Conveying processes have to<br />
run reliably and efficiently in confined<br />
spaces. Pulsation-free operation<br />
and a stable delivery rate are<br />
crucial to ensure the operation of<br />
the tankers and at the same time<br />
maximise the service life of the components.<br />
Weight and design also<br />
play an important role, as tankers<br />
often only offer limited installation<br />
space. The pumps must therefore<br />
be able to be flexibly integrated into<br />
existing loading processes without<br />
making maintenance and operation<br />
more difficult.<br />
Against this background, many tanker<br />
manufacturers and logistics companies<br />
in the tanker sector are dependent<br />
on pumps that<br />
Fig. 1: The LoadMaster rotary lobe pump combines low weight with compact installation<br />
dimensions. All images: Vogelsang GmbH & Co. KG<br />
– are compactly constructed,<br />
– have the lowest possible<br />
tare weight,<br />
– pulsation-free and steady<br />
conveying,<br />
– work energy-efficiently and<br />
– are designed to be easy to<br />
maintain.<br />
Pump LoadMaster: Reduced tare<br />
weight, smooth running<br />
Vogelsang has developed the<br />
LoadMaster for these requirements.<br />
The newly designed rotary lobe<br />
pump combines a particularly compact<br />
design with a significantly reduced<br />
weight of up to 45 percent<br />
compared to comparable predecessor<br />
models. Thanks to the hydraulic<br />
motors that are flange-mounted directly<br />
in the housing, it is also up to<br />
25 cm shorter – a particular advantage<br />
when installed in tankers, where<br />
the available installation space is especially<br />
limited. The compact design<br />
of the pump creates additional space<br />
reserves for a higher drum volume<br />
and enables flexible integration into<br />
the tanker without the need for extensive<br />
adjustments to the existing<br />
loading processes. New synchronisation<br />
discs also ensure smooth running.<br />
Mechani cal loads are significantly<br />
reduced on seals, for example.<br />
The pump can be equipped for specific<br />
process requirements on an optional<br />
basis – for example with the<br />
InjectionSystem for improved delivery<br />
performance and a significantly<br />
longer pump service life, HiFlo rotary<br />
lobes for particularly low-pulsation<br />
delivery or a speed sensor for precise<br />
flow monitoring.<br />
An example of an industry<br />
application shows the<br />
concrete effect of the pump’s<br />
properties:<br />
The scenario: Loading and<br />
filling processes on a tanker<br />
Liquid and viscous media need to<br />
be loaded safely and in a controlled<br />
manner in order to fill tankers. In<br />
Designed for long service life and easy maintenance<br />
Ease of maintenance is a decisive factor in ensuring uninterrupted operation.<br />
This is made possible by the QuickService concept, which simplifies<br />
maintenance and reduces the time required. In addition, the pump<br />
is equipped with a pre-assembled quality cartridge mechani cal seal. This<br />
allows for easy replacement of the shaft seal and ensures safe restarting<br />
after maintenance work. The mo dular design of the pump also makes it<br />
possible to carry out targeted maintenance work on individual assemblies.<br />
Axial protective plates made of highly wear-resistant special steel reliably<br />
protect the entire pump chamber. This extends the maintenance intervals,<br />
reducing downtimes and operating costs.<br />
28 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
The LoadMaster rotary lobe pump at a glance<br />
– Compact design<br />
Small installation dimensions for easy integration into<br />
tankers<br />
– Low weight<br />
Facilitates installation, retrofitting and structural design<br />
– Smooth running<br />
Pulsation-free conveying reduces vibrations and ensures<br />
a smooth conveying process<br />
– Reliable conveying<br />
Consistent flow rate for stable processes<br />
– Flexible integration<br />
Suitable for tankers and tank trailers<br />
14TH INTERNATIONAL<br />
VALVE TRADE FAIR &<br />
CONFERENCE<br />
MAKE YOUR<br />
BUSINESS<br />
FLOW<br />
Fig. 2: Rendering of the LoadMaster rotary lobe pump<br />
this application, the LoadMaster<br />
pump conveys the medium<br />
from the tanker into a stationary<br />
storage tank. The pump’s<br />
smooth running ensures an<br />
even flow rate during the filling<br />
process, reduces pressure<br />
surges and vibrations and<br />
thus contributes to a safe, controlled<br />
conveying process.<br />
Compact pump technology<br />
for greater flexibility<br />
The LoadMaster provides<br />
tanker manufacturers and<br />
users with a rotary lobe pump<br />
that substantially simplifies industrial<br />
pumping processes.<br />
The combination of compact<br />
design, low weight and smooth<br />
running creates greater flexibility<br />
– precisely where space<br />
is limited and stable, smooth<br />
opera tion is important.<br />
The Author: Vanja Cobec,<br />
Director Product Management<br />
at Vogelsang GmbH & Co. KG<br />
Essen/Oldb., Germany<br />
www.vogelsang-info/en/<br />
DÜSSELDORF<br />
valveworldexpo.com<br />
Good Company
Pumps and Systems<br />
Rotary lobe pumps<br />
Renovation during ongoing operation:<br />
Mobile pump supports mobile construction<br />
site in sewage treatment plant<br />
Urgent repairs were needed on the<br />
primary clarifier and pipes at the<br />
Bad Reichenhall sewage treatment<br />
plant – but shutdown was not an<br />
option. With the TORNADO ® Mobil<br />
from NETZSCH, it was possible to<br />
reliably divert the raw wastewater<br />
over a distance of 200 metres. The<br />
mobile pump can be used flexibly at<br />
different sections of the construction<br />
site. This meant that all repair<br />
work could be carried out without<br />
interrupting operations.<br />
the supply and discharge pipes had<br />
to be renovated as well. ‘You can’t just<br />
“switch off” a sewage treatment plant<br />
to gain access to the affected areas,’<br />
explains Peter Wohlschlager, electrician<br />
at the Bad Reichenhall sewage<br />
treatment plant. To make matters<br />
worse, different sections had to be<br />
repaired, which meant that the construction<br />
site kept changing location.<br />
‘We needed a solution that would allow<br />
repairs to be carried out as quickly<br />
and easily as possible without interrupting<br />
operations,’ Wohlschlager<br />
continues.<br />
Pump on wheels for flexible use<br />
NEMO ® progressing cavity pumps<br />
have been successfully used in Bad<br />
Reichenhall for several years. In 2021,<br />
the Bad Reichenhall sewage treat-<br />
With an annual wastewater flow<br />
of approximately 3,500,000 cubic<br />
metres, the Bad Reichenhall wastewater<br />
treatment plant is an important<br />
part of the municipal infrastructure.<br />
It is operated entirely by the local authority,<br />
which attaches great importance<br />
to local control and sustainable<br />
management.<br />
Recently, however, the plant faced a<br />
real test. As part of a concrete renovation<br />
project for the primary clarifier,<br />
Fig. 2: The TORNADO ® Mobil is mounted on a trailer, making it ideal for temporary redirection<br />
and challenging renovation projects.<br />
Fig. 1: Renovation during ongoing operation: The Bad Reichenhall sewage treatment plant<br />
was looking for an innovative solution.<br />
ment plant decided to purchase a<br />
TORNADO ® Mobil as a flood protection<br />
pump to bridge any possible failure<br />
of the three flood pump stations.<br />
The pump is equipped with an electric<br />
motor and allows for sensitive<br />
adjustments to ensure reliable and<br />
accurate conveying, even with low<br />
wastewater volumes. The sewage<br />
treatment plant also planned to use<br />
the TORNADO ® Mobil for the concrete<br />
renovation project. After consulting<br />
with Pitt Mair, Area Sales Manager at<br />
NETZSCH, nothing stood in the way<br />
of this application. ‘The TORNADO ®<br />
Mobil was developed specifically for<br />
applications like this,’ reports Mair.<br />
The powerful TORNADO ® XLB-8/2 rotary<br />
lobe pump is mounted on a trailer,<br />
making it quick and easy to deploy<br />
exactly where it is needed.<br />
30 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Rotary lobe pumps<br />
In Bad Reichenhall, the TORNADO ®<br />
Mobil was positioned close to the<br />
basin to ensure a short suction side.<br />
Three suction hoses fed the raw<br />
wastewater directly into the pump,<br />
which reliably transported it approximately<br />
200 metres to another part<br />
of the plant. There, the cleaning process<br />
could continue as usual, while<br />
the damage to the pumped-out basin<br />
and the drained pipes was repaired<br />
and sealed using an inliner.<br />
Fig. 3: In Bad Reichenhall, the TORNADO ®<br />
Mobil was positioned next to the primary<br />
clarifier, where it pumped raw wastewater<br />
from a depth of 7 m.<br />
Reliable pumping of liquids<br />
containing solids<br />
With a constant flow rate of up to 905<br />
cubic metres per hour at a maximum<br />
pressure of 3 bar, the TORNADO ®<br />
XLB-8/2 is specially designed to convey<br />
large volumes – for example, the<br />
contents of the 1,500 cubic metre<br />
primary clarifier in Bad Reichenhall.<br />
‘Solids with a grain size of up to seven<br />
centimetres do not affect the delivery<br />
rate in any way,’ adds Pitt Mair. ‘The<br />
pump can also easily cope with the<br />
typical contaminants found in raw<br />
wastewater, such as sand, wood residues,<br />
toilet paper residues or faeces.<br />
Inside the pump, two three-wing<br />
helical lobes rotate and mesh closely<br />
with each other. This rotary motion<br />
creates a vacuum on the suction<br />
side, which automatically draws raw<br />
wastewater directly from the primary<br />
clarifier to depths of up to seven<br />
Fig. 4: The TORNADO ® XLB-8/2 is designed<br />
for large flow rates. Viscous media and<br />
solids up to 70 mm in size pose no problem<br />
for this robust pump.<br />
metres. This means the TORNADO ®<br />
can restart immediately, even with<br />
fluctuating water levels, air in the suction<br />
area, or interruptions.<br />
Easy handling and maintenance<br />
In addition to mobility, the ease of<br />
handling the pump was a decisive<br />
factor for the sewage treatment plant<br />
operator, also with regard to future<br />
applications. Thanks to the patented<br />
Full Service in Place (FSIP ® ) design, the<br />
TORNADO ® can be maintained directly<br />
at the site of operation without the<br />
need for time-consuming removal or<br />
dismantling. For many tasks, it is sufficient<br />
to open the housing cover to<br />
access the lobes, seals and other essential<br />
components. ‘The design is<br />
geared towards making transport,<br />
flexible operation and maintenance<br />
as simple and intuitive as possible,’<br />
Fig. 5: Two intermeshing rotary lobes generate<br />
negative pressure on the suction side,<br />
which draws in the pumped medium.<br />
explains Pitt Mair. ‘Even replacing<br />
wear parts or quick cleaning can be<br />
done in just a few steps.’<br />
Proven excellence,<br />
good partnership<br />
The cooperation between the Bad<br />
Reichenhall sewage treatment plant<br />
and NETZSCH was goal-oriented and<br />
cooperative throughout the entire<br />
project. Thanks to the existing experience<br />
with NETZSCH pumps on site,<br />
the contact persons were quickly<br />
found. From the initial presentation<br />
of the TORNADO® Mobil to the successful<br />
completion of the renovation<br />
measures, it became clear how valuable<br />
close cooperation and personal<br />
support are in everyday technical<br />
work.<br />
‘With the TORNADO ® Mobil, we were<br />
able to quickly establish a solution<br />
for repairing the primary clarifier and<br />
pipelines. The expert advice provided<br />
by the experts at NETZSCH made<br />
the project a complete success,’ says<br />
Wohlschlager.<br />
TORNADO ® Mobil – rotary lobe<br />
pump on wheels<br />
The TORNADO ® Mobil combines<br />
the power and tolerance to solids<br />
of a rotary lobe pump with maximum<br />
flexibility in mobile use –<br />
ideal for temporary diversions,<br />
renovations, and demanding applications<br />
directly on site.<br />
Flow rate: Up to 1400 m³/h,<br />
depending on the model<br />
Max. pressure: Up to 6 bar,<br />
depending on model, higher<br />
pressures on request<br />
Pumped media: Resistant to<br />
solids with a grain size of up to<br />
70 mm<br />
Drive: Diesel or electric<br />
Assembly: Mobile on trailer<br />
Maintenance: Full Service in<br />
Place (FSIP ® )<br />
NETZSCH Pumpen & Systeme GmbH<br />
Waldkraiburg, Germany<br />
https://pumps-systems.netzsch.com/en<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
31
Pumps and Systems<br />
Rotary lobe pumps<br />
From membrane filtration to mobile pumps:<br />
Rotary lobe pumps in use<br />
for the highest demands<br />
You can recognize them immediately,<br />
even from a distance: their water<br />
blue color and characteristic pump<br />
cover. These two features have<br />
long since become a trademark and<br />
stand for rotary lobe pumps “Made<br />
in Müns terland” that have proven<br />
themselves in the most demanding<br />
applications worldwide. Whether in<br />
industry, in the marine and offshore<br />
sectors, or in wastewater treatment<br />
for municipalities and industrial<br />
companies – wherever fluids need to<br />
be pumped reliably, gently, and efficiently,<br />
these robust displacement<br />
pumps are at home.<br />
In wastewater treatment, the pumps<br />
are used for conveying a wide range<br />
of different fluids and sludges: primary<br />
sludge, surplus sludge, grease sludges,<br />
elastomers, and permeate, but the<br />
solids-resistant positive displacement<br />
pumps can also be found in digestion<br />
tower convection. But how is this possible?<br />
Why can the Börger rotary lobe<br />
pumps convey so many different fluids?<br />
lows for several million possible combinations<br />
in practice. Each pump is<br />
configured and manufactured from<br />
25 pump sizes with flow rates of up to<br />
1,440 m³/h precisely for its specific application.<br />
Each component is selected<br />
to optimally suit the respective operating<br />
conditions. The result is a very long<br />
service life, minimum failure rates,<br />
and maximum operational reliability.<br />
Or, to quote a well-known advertising<br />
slogan: It runs and runs and runs.<br />
Mobile use<br />
The pumps also demonstrate their<br />
strengths in mobile applications. The<br />
compact, low-on-space design, unproblematic<br />
pumping in slurp operation<br />
and the ability to react flexibly to<br />
changing flow rates by operating at<br />
different speeds are reasons why our<br />
pump is the ideal mobile pump.<br />
Thanks to this combination of individuality,<br />
robust design, and maintenance-friendly<br />
construction, Börger<br />
Rotary Lobe Pumps can be used for<br />
almost any pumping task. Here are<br />
some examples:<br />
Example 1<br />
Pumps in membrane filtration<br />
A wastewater treatment plant was<br />
looking for pumps for conveying per-<br />
Individual configuration<br />
The key to versatility lies in exceptional<br />
adaptability. Börger consistently relies<br />
on a modular design principle that al-<br />
meate. The operator of the plant had<br />
only gained experience with centrifugal<br />
pumps in this area before. However,<br />
he was dissatisfied with the<br />
complex and failure-prone piping<br />
construction required for backwashing<br />
the membranes.<br />
Today, four Börger BLUEline rotary<br />
lobe pumps are used in membrane<br />
filtration. They suck the water<br />
through the membranes and can be<br />
operated in reverse by simply changing<br />
the direction of rotation. This allows<br />
backwashing with filtered water<br />
32 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Rotary lobe pumps<br />
to be carried out without a complicated<br />
valve and pipe system,<br />
making the system much simpler<br />
and more reliable.<br />
vice life of the hydraulic motor,<br />
the customer had a pressureless<br />
leakage oil line retrofitted on the<br />
wheel loader.<br />
Since different flow rates are required<br />
for filtration and backwashing,<br />
the pumps are speedcontrolled<br />
via a frequency<br />
converter. This way, the flow<br />
rate can be adjusted directly and<br />
flexibly.<br />
During operation, the Börger rotary<br />
lobe pumps impress with their<br />
stable running and low wear. In<br />
addition to the high quality, customers<br />
are particularly impressed<br />
by the ease of maintenance of the<br />
pumps (MIP ® = Maintenance in<br />
Place). The pumps can be maintained<br />
by the customer's personnel<br />
in a very short time. This keeps<br />
downtime and maintenance costs<br />
to a minimum.<br />
Example 2<br />
Particularly useful: hose storage<br />
compartments are integrated<br />
into the mobile unit. Suction and<br />
pressure hoses can be carried<br />
along directly, so that the pump<br />
is immediately ready for operation<br />
at the point of use. This saves<br />
time and makes the solution even<br />
more efficient in everyday use.<br />
With the help of the manufacturer’s<br />
own control technology,<br />
the pump can also be operated<br />
unattended. A level sensor monitors<br />
the fill level in the respective<br />
basin or sewer, and the control<br />
system automatically switches<br />
off the pump as soon as the minimum<br />
fill level is reached. This ensures<br />
maximum safety and reduces<br />
the workload for operating<br />
personnel.<br />
ATEX-compliant pump for<br />
pumping chemical wastewater<br />
A large chemical company uses<br />
a Börger BLUEline Nova rotary<br />
lobe pump to empty two process<br />
water tanks. The contaminated<br />
process water from different<br />
plants on site is collected in two<br />
1,000 m³ basins. The basins are<br />
located in a potentially explosive<br />
atmosphere. Two submersible<br />
motor pumps are used to empty<br />
the basins. Since these pumps<br />
are not ATEX-compliant, they<br />
only empty the basins to 70 % so<br />
that they do not run dry. The remaining<br />
30 % are emptied by the<br />
Börger BLUEline Nova. The pump<br />
is ideally suited for this application,<br />
since it is capable to pump<br />
in slurp operation and is insensitive<br />
to dry running.<br />
It is installed on a platform above<br />
the basins and sucks in the medium<br />
with a pumping height of<br />
up to 4 m. The stainless-steel<br />
rotary lobe pump has an ATEXcompliant<br />
design for use in the<br />
Ex-zone and also meets the requirements<br />
of TA-Luft.<br />
The casing protection made of<br />
stainless steel protects the pump<br />
casing against wear caused by<br />
the abrasive components in the<br />
pumped medium. A Variocap is<br />
an effective, space-saving and inexpensive<br />
device to protect the<br />
pump from uncontrolled pressure<br />
surges. The overpressure<br />
protection is simply installed on<br />
the pump instead of the quick-release<br />
cover. Reversibility is maintained<br />
thanks to the purely mechanical<br />
process.<br />
Example 3<br />
Mobile pump for a<br />
telescopic loader<br />
A wastewater engineer was<br />
looking for a powerful mobile<br />
pump that could be used flexibly<br />
both at the sewage treatment<br />
plant and in the sewer network.<br />
The requirements were clear:<br />
robust, quickly available, and<br />
easy to handle. Since the sewage<br />
treatment plant had purchased<br />
a new telescopic loader<br />
for sewage sludge loading a<br />
few months earlier, a simple<br />
and clever idea arose: Why not<br />
operate the mobile pump directly<br />
via a hydraulic motor on<br />
the telescopic loader?<br />
The idea was convincing across<br />
the board. A BLUEline rotary lobe<br />
pump was mounted on a specially<br />
designed mobile unit that can<br />
be easily attached to the telescopic<br />
loader via an adapter. This<br />
allows the pump to be conveniently<br />
transported to the respective<br />
location – whether on the<br />
company premises or for use in<br />
the sewer.<br />
The pump is driven by a hydraulic<br />
motor. To ensure a long ser-<br />
The wastewater engineer is correspondingly<br />
impressed. With<br />
the custom-made mobile solution,<br />
he now has flexible, powerful,<br />
and practical pump technology<br />
that makes everyday work<br />
noticeably easier.<br />
At the IFAT, you can find Börger<br />
in hall B1 booth 439.<br />
Börger GmbH,<br />
Borken-Weseke, Germany<br />
www.boerger.com<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
33
Pumps and Systems<br />
Screw pumps<br />
Reliability meets efficiency<br />
SEW-Eurodrive modernizes screw pumps in the Daun<br />
sewage treatment plant<br />
Christian Rüttling<br />
When it comes to durable and<br />
ener gy efficient drive solutions,<br />
SEW-Eurodrive is a sought after<br />
partner – including in the water and<br />
wastewater sector. At the wastewater<br />
treatment plant of the Daun<br />
municipal association, two central<br />
screw pumps were equipped with<br />
new drive technology. With the retrofit<br />
carried out by SEW-Eurodrive,<br />
the operator not only received a<br />
technically advanced solution, but<br />
also a complete package consisting<br />
of delivery, installation, and commissioning.<br />
Everything from a single<br />
source and consistently geared toward<br />
maximum operational reliability<br />
and energy efficiency.<br />
The two identical screw pumps at the<br />
Daun sewage treatment plant inlet<br />
are essential for their operation: They<br />
raise the incoming waste water to the<br />
required ground level to enable the<br />
further cleaning process. The sewage<br />
treatment plant is located in the Vulkaneifel,<br />
between the cities of Trier<br />
and Koblenz, about 60 kilometers<br />
south of Bonn, and has a treatment<br />
capacity of 22.500 population equivalents<br />
(PE). The originally installed<br />
drive technology for the screw pumps<br />
consisted of a helical gear unit with a<br />
free input shaft, which was connected<br />
to a separate motor via a belt. This<br />
solution was functional but had typical<br />
disadvantages such as increased<br />
maintenance and energy losses due<br />
to the belt drive.<br />
With increasing operation time, it became<br />
apparent that the aging drive<br />
technology no longer met the requirements<br />
for reliable and efficient<br />
operation. Damage to the roll-<br />
Fig. 1: SEW Collage Screw pump, photos: SEW, association municipality of Daun<br />
Legend of the collage<br />
1. The original drive of the worm pump consisted of a helical gear unit with an upstream belt<br />
2. The existing drive technology no longer met the requirements in terms of reliability and efficiency<br />
3. The new DRU.. Is directly connected to the helical gear unit<br />
4. The two screw pumps of the Daun sewage treatment plant are fit for the future with the new drives<br />
5. Different drive concepts are available for the operation of worm pumps – in this example, the design with motor adapter and<br />
the variant with belt drive<br />
34 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Screw pumps<br />
ing bearing on one of the two gear<br />
units also necessitated rapid action.<br />
The operator of the system was faced<br />
with a decision: Repair of the existing<br />
drive or complete replacement. The<br />
choice was for a future-proof solution<br />
– the replacement of both drive units<br />
with modern, energy-efficient gearmotors<br />
from SEW-Eurodrive.<br />
Direct drive instead of belt: Energyefficient<br />
and maintenance-friendly<br />
The new drives are also designed as<br />
helical gear units, but differ from the<br />
previous solution in one crucial way:<br />
The motor is connected directly to<br />
the gear unit via a pinion shaft. Direct<br />
coupling offers several advantages.<br />
By eliminating the belt drive, transmission<br />
losses are reduced, which<br />
noticeably improves energy efficiency.<br />
At the same time, there is no need<br />
for a maintenance-intensive wear<br />
part – an advantage that both reduces<br />
operating costs and improves the<br />
availability of the system.<br />
The gear units of the R.. series achieve<br />
a maximum output torque of 4.300<br />
Nm and are filled with SEW’s own<br />
premium lubricant GearOil by SEW-<br />
Eurodrive. This lubricant offers a service<br />
life of up to 50% longer than conventional<br />
oils and reliably protects<br />
against gearing wear, fretting and pitting<br />
damage. This extends the service<br />
life of the drive unit and sustainably<br />
increases its operational reliability.<br />
The newly installed DRU type motors<br />
meet the requirements of energy efficiency<br />
class IE4 and provide a power<br />
rating of 11 kW each. Due to their<br />
high efficiency – especially in comparison<br />
to the original motors – they<br />
make an important contribution to<br />
reducing operating costs. As a result,<br />
the investment usually pays off after<br />
just a few years.<br />
At the same time, the environmental<br />
objectives of the municipality are effectively<br />
supported. Another technical<br />
detail is the backstop integrated<br />
in the motor. It prevents the screw<br />
Fig. 2: SEW Screw pump: Screw pump drives can be implemented both with belt drive and in<br />
direct design.<br />
from rotating backwards when the<br />
motor is switched off due to the<br />
weight of the water in the conveying<br />
chambers, thereby avoiding damage<br />
to the system.<br />
Complete solution from<br />
a single source<br />
SEW‐Eurodrive not only supplied the<br />
new drive components but also carried<br />
out their proper installation. This<br />
“all-in-one” solution minimizes interface<br />
problems and reduces the risk<br />
for the operator. The close coordination<br />
between SEW and the municipality<br />
ensured smooth implementation<br />
and rapid re-startup of the<br />
system.<br />
The replacement of the drive technology<br />
at the Daun wastewater treatment<br />
plant is part of a wide range of<br />
retrofit projects that SEW‐Eurodrive<br />
has successfully implemented worldwide.<br />
In these projects, not only<br />
SEW’s own products are replaced,<br />
but also drive technology from other<br />
manufacturers – including custom‐designed<br />
steel substructures,<br />
adapter solutions, and additional mechanical<br />
interfaces. The company's<br />
many years of experience and technical<br />
expertise enable tailor-made concepts<br />
that optimally take into account<br />
aspects such as service life, serviceability<br />
and energy efficiency.<br />
Conclusion: Sustainability and<br />
future readiness<br />
With the installation of the new drive<br />
units, Daun has received a futureproof<br />
solution that will work reliably<br />
for years to come. The combination<br />
of an energy-efficient motor, robust<br />
gear unit and high-quality lubricant<br />
ensures that the screw pumps perform<br />
reliably even under demanding<br />
conditions.<br />
With this project, SEW-Eurodrive is<br />
once again demonstrating how sophisticated<br />
retrofit measures can not<br />
only replace existing technology, but<br />
also create real added value for operators<br />
and the environment. The<br />
Daun wastewater treatment plant is<br />
therefore perfectly prepared for the<br />
challenges of the future – efficient,<br />
low‐maintenance, and sustainable.<br />
The Author: Christian Rüttling,<br />
market manager for industrial gear<br />
units at SEW-EURODRIVE in<br />
Bruchsal, Germany<br />
www.sew-eurodrive.de<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
35
Pumps and Systems<br />
Dosing systems<br />
Chemical conditioning of the steam-water<br />
cycle for reliable operation<br />
In Hamburg-Bahrenfeld, the Center<br />
for Resources & Energy (ZRE) is a<br />
facility that not only sorts waste<br />
streams but also converts them<br />
into energy. What used to end up as<br />
waste is now systematically separated,<br />
processed, and converted into<br />
electricity and heat. The site demonstrates<br />
how modern recycling and<br />
energy management can work in an<br />
urban environment.<br />
Sorting, processing, recovering<br />
The heart of the ZRE is a sorting plant<br />
that is unique in Germany. As soon as<br />
the waste arrives, it is separated into<br />
Fig. 1: Dosing station for caustic soda: Removal<br />
of the medium from the on-site IBC<br />
and dosing into the high-pressure area<br />
three categories: high-calorific, lowcalorific,<br />
and residual waste. In the<br />
residual waste stream, sensors, magnetic<br />
technology, wind sifters, and<br />
near-infrared detection ensure the<br />
precise recovery of ferrous and nonferrous<br />
metals, plastics, and glass.<br />
Only materials that cannot be recycled<br />
economically are used thermally—with<br />
the aim of maximizing the<br />
yield of recyclable materials.<br />
Energy production with<br />
measurable output<br />
Energy recovery enables up to<br />
75 MW of district heating in winter<br />
and around 23 MW of electrical power<br />
in summer. In addition, approximately<br />
five MW of heat from exhaust<br />
gas streams is used annually. Once<br />
fully operational, this will supply over<br />
40,000 households with electricity<br />
and around 39,000 households with<br />
heat. A plant that shows that the energy<br />
transition has long been taking<br />
place in the heart of the city.<br />
sera solutions as the backbone of<br />
water processes<br />
Stable water chemistry is essential<br />
for the energy-related processes in<br />
the ZRE. In the water-steam cycle,<br />
the pH value, conductivity, and hardness<br />
must be kept within narrow tolerances<br />
to prevent corrosion, deposits,<br />
and efficiency losses.<br />
For this purpose, a combination of<br />
ammonia and caustic soda dosing<br />
systems was designed:<br />
• Ammonia in the low-pressure range<br />
Ammonia ensures the volatile alkalization<br />
of feed water and condensate.<br />
It raises the pH value in the wet pipe<br />
areas and reliably protects carbon<br />
steel from acid-induced corrosion. Its<br />
volatile properties also ensure even<br />
distribution in the branched pipe network.<br />
• Caustic soda in the high-pressure<br />
range<br />
Caustic soda is used for non-volatile<br />
alkalization. It stabilizes the pH value<br />
in feed and boiler water, protects<br />
evaporator and superheater surfaces<br />
from deposits, and prevents corrosive<br />
attacks in the high-pressure section.<br />
Both media are dosed by sera using<br />
robust piston diaphragm pumps – designed<br />
for high operating pressures,<br />
low-pulsation delivery, and precise,<br />
reproducible dosing quantities. The<br />
modular system concepts (DAV) offer<br />
maximum operational reliability and<br />
enable reliable control of water chemistry<br />
in 24/7 operation. The result: a<br />
stable, efficient water-steam cycle that<br />
protects the entire plant and ensures<br />
consistently high energy yields.<br />
Proven technology – flexible<br />
application<br />
The solutions used come from the<br />
sera standard portfolio for water<br />
treatment: softening, alkalization,<br />
and pH correction are among the<br />
globally proven processes in power<br />
plant and energy technology. The vertical<br />
DAV dosing systems are modular<br />
systems that guarantee high operational<br />
reliability, long service life,<br />
and energy-efficient processes – precisely<br />
tailored to the requirements of<br />
the ZRE.<br />
Fig. 2: Rear of the dosing station for caustic soda<br />
sera GmbH<br />
Immenhausen, Germany<br />
www.sera-web.com<br />
36 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Macerator<br />
Easy Maintenance Macerator – the Razor-sharp Maximum<br />
SEEPEX introduces its new generation<br />
of macerators<br />
For decades, SEEPEX has optimized<br />
the performance of its globally<br />
sought-after progressive cavity<br />
pumps by using razor-sharp macerators<br />
to reliably shred solids and<br />
fibrous materials into the smallest<br />
particles. This prevents pipeline<br />
blockages and ensures reliable protection<br />
of downstream system components.<br />
With a completely new<br />
generation of macerators, SEEPEX is<br />
now taking its shredding technology<br />
to the next level.<br />
The new Easy Maintenance Macerator<br />
stands for maximum service convenience,<br />
optimized cutting performance,<br />
and increased system availability.<br />
Starting January 1, <strong>2026</strong>, the company<br />
ushers in a new phase of its Easy<br />
Maintenance strategy.<br />
“Our new macerator generation offers<br />
our demanding customers a<br />
range of benefits in terms of handling,<br />
maintenance, and cost-efficiency,<br />
as they benefit from reduced wear<br />
and significantly longer service life. At<br />
the same time, SEEPEX strengthens<br />
its market position with this new solution”,<br />
concludes Guntram Schulz,<br />
Global Market and Product Manager<br />
at SEEPEX.<br />
Small parts – big impact<br />
in wastewater flow<br />
Cotton swabs and wet wipes in wastewater,<br />
bones and fishbones as well as<br />
shells, pits, and fibers in food production<br />
– many industrial waste processes<br />
end in a liquid, pumpable suspension<br />
that still contains solids and<br />
Fig. 2: The macerator’s upward folding<br />
cutting unit of SEEPEX MACM simplifies<br />
maintenance.<br />
disruptive materials. These can significantly<br />
impair subsequent processes.<br />
The Easy Maintenance Macerator<br />
homogenizes sludge through an efficient<br />
shredding process, ensuring<br />
smooth transport of the medium<br />
through the pump. This increases<br />
oper ational safety and minimizes the<br />
risk of disruptions throughout the entire<br />
plant process<br />
Technical Highlights<br />
Key technical highlights of the latest<br />
SEEPEX product include: Flow-optimized<br />
shear plate geometry, durable,<br />
replaceable knives made of highly<br />
wear-resistant tool steel, and a<br />
reversible shearplate. The design allows<br />
easy and quick access to the cutting<br />
unit – both for maintenance and<br />
for removing foreign objects – without<br />
lifting equipment. The macerator<br />
achieves a throughput of up to<br />
100 m 3 /h with motor ratings of 1.5 kW<br />
(standard), 2.2 kW and 3 kW.<br />
Fig. 1: The macerator will be showcased for the first time at IFAT in Munich in May, where it<br />
will be presented to a wider professional audience.<br />
The optimized cutting performance<br />
ensures extremely fine shredding of<br />
solids and fibers. Entanglements are<br />
significantly reduced, enabling longterm<br />
trouble-free pump operation.<br />
The new macerator thus increases<br />
38 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Macerator<br />
the reliability and service life not only<br />
of SEEPEX pumps but also of other<br />
connected process installations such<br />
as centrifuges or screw presses.<br />
Quick access and predictive<br />
maintenance<br />
The Easy Maintenance Macerator<br />
meets customer requirements with<br />
quick access and simple servicing.<br />
The foldable cutting unit allows convenient<br />
opening of the machine from<br />
above. The shearplate is easily accessible<br />
and quickly replaceable. Blades<br />
can also be mechanically adjusted<br />
from the outside. Cleaning and removal<br />
of foreign objects can be up to<br />
80 % faster. An optional reverse operation<br />
is available: the knife rotation direction<br />
can be changed during operation.<br />
Blockages can thus be cleared<br />
without opening the macerator. Additional<br />
operational safety is provided<br />
by an integrated debris separator. A<br />
separate cleaning flap allows direct<br />
access to the housing, enabling quick<br />
and easy removal of disruptive solids.<br />
SEEPEX expects the new macerator<br />
to achieve double the service life and<br />
significantly reduce spare part costs<br />
– thanks to the reversible shear plate<br />
and bidirectional operation.<br />
Modern machines for modern<br />
waste management<br />
SEEPEX has been an innovation<br />
leader in pump technology for over<br />
50 years – and more recently in the<br />
development of complementary digital<br />
solutions. To reliably meet the<br />
requirements of modern customer<br />
projects far above average, SEEPEX<br />
focuses on products precisely tailored<br />
to user needs. SEEPEX has extensive<br />
expertise in the use of its<br />
proven progressive cavity pumps<br />
and macerators. They operate reliably<br />
in many applications in municipal<br />
and industrial wastewater treatment.<br />
Other key process applications<br />
for macerators and pumps include<br />
agriculture (especially biogas production),<br />
the food and beverage industry,<br />
fish processing, paper and pulp<br />
production, and sugar refineries – in<br />
short, wherever coarse and fibrous<br />
materials must be shredded before<br />
the pumping process.<br />
Smooth pumping – easy maintenance:<br />
With the Easy Maintenance<br />
Macerator, SEEPEX once again meets<br />
the growing demands of modern industry.<br />
With this latest generation<br />
of macerators, the pump specialist<br />
Fig. 3: The flow optimized cutting plate is<br />
reversible, and the adjacent blades made of<br />
hardened material are easy to replace –<br />
ensuring an exceptionally long service life.<br />
brings a product to market that, in<br />
combination with a SEEPEX progressive<br />
cavity pump, ensures sustainable,<br />
trouble-free operation when<br />
transporting media containing solids.<br />
SEEPEX GmbH<br />
Bottrop, Germany<br />
www.seepex.com<br />
Safe drinking water networks<br />
require reliable disinfection<br />
From precise chlorine gas dosing to on-site<br />
sodium hypochlorite production, Lutz-Jesco<br />
solutions keep your drinking water treatment<br />
safe, efficient, and future-proof.<br />
www.lutz-jesco.com<br />
Visit us at<br />
IFAT <strong>2026</strong> and<br />
experience our<br />
technologies live:<br />
Hall 3A,<br />
Stand 222.
Pumps and Systems<br />
Vacuum technologies<br />
Critical roles of vacuum technology in safe<br />
and efficient battery recycling<br />
As the global demand for lithiumion<br />
batteries grows – driven by electric<br />
mobility and renewable energy<br />
– so does the need for advanced battery<br />
recycling technologies. Among<br />
the most critical enablers of safe<br />
and efficient recycling is vacuum<br />
technology. Vacuum technologies<br />
play an essential role across several<br />
key process steps, from material<br />
preparation to solvent recovery and<br />
quality assurance.<br />
In this article, we examine how different<br />
types of vacuum technology<br />
contribute to the performance,<br />
safety, and environmental integrity<br />
of modern battery recycling. Rather<br />
than proposing a one-size-fits-all solution,<br />
we highlight the specific vacuum<br />
requirements of five different<br />
process stages and discuss the advantages<br />
and limitations of available<br />
solutions.<br />
1. Enhanced safety in shredding<br />
After the used battery has been fully<br />
discharged, it is shredded to break<br />
down the components. Shredding<br />
used batteries can be hazardous<br />
due to the volatile nature of materials<br />
like the liquid electrolyte. Sparks<br />
during shredding can ignite the electrolyte,<br />
leading to potentially explosive<br />
conditions.<br />
Dry vacuum pumps: claw and screw<br />
technologies<br />
Dry vacuum pumps, such as claw and<br />
screw vacuum pumps, are often the<br />
first choice for creating an inert and<br />
contaminant-free atmosphere in the<br />
shredding process. They effectively<br />
evacuate ambient air to allow the<br />
injection of inert gases like nitrogen,<br />
which drastically reduces the risk of<br />
ignition. Due to their oil-free operation,<br />
they are insensitive to contamination<br />
of the operating fluid by process<br />
gases, depending on the gases<br />
introduced. It makes them ideal<br />
where cleanliness and gas purity are<br />
essential.<br />
Additionally, dry vacuum pumps are<br />
energy-efficient, especially in continuous<br />
operation, due to the absence of<br />
sealing liquids or oils. However, they<br />
come with certain limitations: exposure<br />
to corrosive vapors or particulates<br />
released during shredding may<br />
lead to wear unless corrosion-resistant<br />
coatings or materials are used.<br />
Furthermore, the initial investment<br />
is typically higher than for vacuum<br />
pumps running with an operating fluid,<br />
such as oil-lubricated or liquid ring<br />
vacuum pumps.<br />
Liquid ring vacuum pumps: robust<br />
handling of wet gases<br />
Transitioning from dry gas to vapor<br />
handling, liquid ring vacuum pumps<br />
become relevant. These vacuum<br />
pumps are excellent at managing the<br />
wet gases that emerge during the<br />
shredding process. Their lack of small<br />
gaps and therefore mechanical friction<br />
makes them easier to assess in<br />
terms of ignition risk.<br />
While liquid ring vacuum pumps generally<br />
consume more energy than<br />
dry vacuum pumps of comparable<br />
size when handling non-condensable<br />
gases, they can be more energy efficient<br />
when pumping condensable vapors,<br />
as the condensation within the<br />
liquid reduces the gas volume to be<br />
evacuated – allowing for smaller vacuum<br />
pump sizing and lower energy<br />
consumption. However, they require<br />
the management of operating fluids,<br />
which can be a drawback in terms of<br />
40 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Vacuum technologies<br />
can reach a lower ultimate pressure,<br />
but these versions encounter more<br />
problems with condensation because<br />
there is less oil per chamber.<br />
Liquid ring vacuum pumps: vaportolerant<br />
and chemically robust<br />
Limited by the vapor pressure of the<br />
sealing liquid (typically water), liquid<br />
ring vacuum pumps achieve ultimate<br />
pressures around 30 hPa (mbar), depending<br />
on operating temperature<br />
and fluid management. This makes<br />
them suitable for pre-drying or bulk<br />
vapor removal.<br />
operational efficiency and environmental<br />
impact.<br />
Oil-lubricated rotary vane pumps:<br />
a compromise solution<br />
Positioned between dry and liquidbased<br />
technologies, oil-lubricated<br />
rotary vane vacuum pumps present<br />
a pragmatic solution for the shredding<br />
process. They are mechanically<br />
simple, cost-effective, and capable of<br />
handling moderate vapor loads while<br />
delivering stable vacuum levels.<br />
However, their reliance on oil introduces<br />
risk of contamination and necessitates<br />
additional components<br />
like oil mist filters and regular maintenance<br />
routines. Moreover, they are<br />
less suited for explosive atmospheres<br />
or applications demanding absolute<br />
cleanliness, limiting their use in direct<br />
contact with volatile shredding environments.<br />
Consideration of ATEX requirements<br />
In potentially explosive shredding environments,<br />
the use of ATEX-certified<br />
vacuum systems or vacuum pumps<br />
may be required to mitigate ignition<br />
risks and ensure compliance with<br />
Euro pean safety directives. However,<br />
ATEX certification is not mandatory<br />
per se. The responsibility to perform<br />
a comprehensive risk assessment<br />
and decide on the necessity of certified<br />
equipment rests with the operator.<br />
Depending on process-specific<br />
hazards – such as the concentration<br />
of flammable gases or the potential<br />
for spark generation – ATEX-certified<br />
solutions can offer an additional layer<br />
of safety and legal assurance.<br />
The choice of vacuum pump must<br />
align with the specific operational and<br />
safety requirements of the shredding<br />
step – factoring in gas composition,<br />
flammability risk, environmental controls,<br />
and cost structure.<br />
2. Efficient electrolyte removal<br />
during drying<br />
The drying phase is crucial for removing<br />
the electrolyte following the<br />
shredding process. Vacuum drying<br />
lowers the boiling points of volatile<br />
components, facilitating evaporation<br />
at lower temperatures. The achievable<br />
base pressure of a vacuum system<br />
is fundamentally limited by the<br />
pumping principle of the technology<br />
used; to reach deeper vacuum<br />
levels – especially for removing solvents<br />
with low vapor pressure – it is<br />
often necessary to combine different<br />
vacuum technologies, as individual<br />
vacuum pumps tend to lose suction<br />
performance near their ultimate<br />
pressure.<br />
Oil-lubricated rotary vane pumps:<br />
cost-effective solution<br />
Rotary vane vacuum pumps can typically<br />
reach ultimate pressures between<br />
0.1 and 1 hPa (mbar), offering a<br />
good balance between performance<br />
and cost for moderate drying requirements.<br />
Rotary vane vacuum pumps<br />
are available in single-stage or multistage<br />
versions. Multi-stage versions<br />
Dry screw and claw vacuum pumps:<br />
clean and high performance<br />
Among all vacuum technologies considered<br />
(except dual-stage rotary<br />
vane vacuum pumps), dry screw<br />
vacu um pumps achieve the deepest<br />
vacuum levels, capable of reaching<br />
pressures below 0.01 hPa (mbar).<br />
Due to their relatively high ultimate<br />
pressure (10-60 hPa (mbar))<br />
and limited tolerance for condensable<br />
vapors, single-stage claw vacuum<br />
pumps can be ruled out for drying<br />
applications where deep vacuum<br />
and solvent handling are critical.<br />
However, a two-stage version of the<br />
claw vacuum pumps allows for pressures<br />
lower than 10 hPa (mbar) and<br />
can therefore be considered.<br />
Vacuum boosters: extending<br />
vacuum performance<br />
To overcome pressure limitations of<br />
the primary vacuum pumps mentioned<br />
and to maintain a defined<br />
pressure, vacuum boosters can be<br />
added upstream of the main vacuum<br />
stage. Vacuum boosters are dry, positive<br />
displacement vacuum pumps.<br />
Their main task is to increase the<br />
pumping speed at working pressure.<br />
They increase the available pumping<br />
speed in lower pressure ranges<br />
where the efficiency of the backing<br />
pumps is already decreasing. When<br />
properly configured, the combination<br />
of vacuum booster and backing<br />
pumps can significantly enhance<br />
pumping speed and enable the system<br />
to reach much lower pressures<br />
than the backing pump alone – often<br />
by an order of magnitude. However,<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
41
Pumps and Systems<br />
Vacuum technologies<br />
the achievable performance strongly<br />
depends on the specific ratio between<br />
the booster and backing pump, which<br />
must be carefully matched to process<br />
parameters such as gas composition,<br />
expected throughput, operating temperatures,<br />
and pressure setpoints.<br />
The design of the booster separates<br />
the gearbox and bearings from the<br />
suction chamber, allowing oil-free,<br />
contactless operation. Single-stage<br />
vacuum boosters cannot be used directly<br />
against atmospheric pressure,<br />
as too-high pressure differences can<br />
cause overheating and lobe expansion.<br />
To prevent this, booster systems<br />
require a bypass control during<br />
startup to prevent overload and ensure<br />
system protection.<br />
Consideration of ATEX<br />
requirements<br />
As with other steps in battery recyc ling,<br />
compliance with ATEX directives is not<br />
automatically required but depends<br />
on a risk analysis performed by the<br />
operator. If ATEX is required, the system<br />
must be considered as a whole.<br />
3. Improved purity through vacuum<br />
distillation<br />
Following the drying process, the<br />
vaporized electrolyte must be condensed<br />
and purified for reuse. Vacuum<br />
distillation enables this by separating<br />
electrolyte components based<br />
on differences in their boiling points<br />
– without requiring extreme temperatures<br />
that might degrade sensitive<br />
substances. This process step<br />
requires stable, deep vacuum levels<br />
and high chemical resistance, especially<br />
when dealing with complex<br />
electrolyte mixtures.<br />
Both dry and wet vacuum technologies<br />
play critical roles in enabling efficient<br />
and precise separation – depending<br />
on the specific system design,<br />
required vacuum depth, and tolerance<br />
to chemical or thermal stresses.<br />
Oil-lubricated rotary vane<br />
vacuum pumps<br />
Rotary vane vacuum pumps can be<br />
a viable option for vacuum distillation,<br />
offering stable performance and<br />
competitive acquisition costs. However,<br />
their use is limited by the sensitivity<br />
of the operating fluid (oil) to<br />
contamination from process media.<br />
Chemical compatibility must be carefully<br />
evaluated, as exposure to aggressive<br />
or condensable vapors can<br />
degrade the oil, increase maintenance<br />
needs, and compromise vacuum<br />
performance. Therefore, their applicability<br />
is restricted to media that<br />
do not adversely interact with the lubrication<br />
system.<br />
Dry screw and claw vacuum pumps:<br />
clean and controlled separation<br />
Dry screw vacuum pumps are the<br />
most effective dry technology for vacuum<br />
distillation. They achieve deep,<br />
stable vacuum levels critical for lowering<br />
boiling points and enabling precise<br />
separation without thermal decomposition.<br />
Their oil-free operation<br />
eliminates the risk of contamination,<br />
making them ideal for high-purity recovery<br />
of valu able electrolyte components.<br />
Dry claw pumps, while also oil-free<br />
and low-maintenance, cannot reach<br />
the same vacuum depths as screw<br />
vacuum pumps. As such, they are<br />
better suited for preliminary vacuum<br />
generation or systems where ultimate<br />
pressures of around 20 hPa<br />
(mbar) are sufficient. Their simplicity<br />
and energy efficiency make them<br />
a viable option where deep vacuum<br />
is not essential, and they still provide<br />
contaminant-free operation that supports<br />
high process purity.<br />
Liquid ring vacuum pumps: thermal<br />
buffering and vapor tolerance<br />
The general advantages and limitations<br />
of liquid ring vacuum pumps<br />
have been discussed in the context<br />
of shredding and drying. In distillation,<br />
their strengths remain relevant<br />
– particularly in condensation stages<br />
with high solvent content or chemically<br />
aggressive media. Their abili ty<br />
to tolerate liquid carryover and stabilize<br />
volatile mixtures makes them a<br />
practical choice in systems with fluctuating<br />
process loads. However, for<br />
applications requiring deeper vacuum<br />
or higher energy efficiency, their<br />
use should be carefully evaluated.<br />
The performance advantages of vacuum<br />
boosters – particularly in achieving<br />
deeper vacuum levels and faster<br />
evacuation – have been outlined earlier.<br />
These benefits also apply to distillation,<br />
where system throughput<br />
and pressure stability are critical.<br />
4. Advanced process monitoring in<br />
battery recycling<br />
<strong>Process</strong> monitoring is a critical aspect<br />
of refining battery recycling methods<br />
to ensure efficiency and sustainability<br />
– particularly when handling complex<br />
chemical reactions within thermal<br />
treatment processes such as<br />
pyrolysis. One of the key tools in this<br />
monitoring is the residual gas analysis<br />
(RGA). RGA is a method used to determine<br />
which gases are present in a system<br />
and in what quantities. It relies on<br />
mass spectrometry, where molecules<br />
are ionized, and the resulting ions are<br />
sorted by their mass-to-charge ratio<br />
(m/z) using a quadrupole mass filter.<br />
In battery recycling it is employed to<br />
analyze the gas phases emitted during<br />
the recyc ling process. This technology<br />
enables real-time surveillance<br />
and control by identifying and quantifying<br />
the gases released, which are<br />
indicators of the chemical reactions<br />
occurring within the system. Through<br />
this analysis, it is possible to gain a<br />
deep understanding of the process<br />
dynamics, which aids in the optimization<br />
of the recycling method and<br />
equipment. Mass spectrometry supports<br />
the identification of hazardous<br />
or corrosive subs tances, ensuring environmental<br />
compliance and worker<br />
safety. It also helps in adjusting process<br />
parameters to improve efficiency<br />
and throughput, leading to a more refined<br />
and controlled recycling operation<br />
that maximizes material recovery<br />
and minimizes harmful emissions.<br />
5. Ensuring system integrity<br />
through leak detection<br />
Ensuring high process integrity plays<br />
an important role to prevent hazardous<br />
conditions and ensure optimal<br />
recovery rates. A key component of<br />
maintaining high integrity is rigorous<br />
leak testing to confirm the tightness<br />
of recycling chambers and equipment.<br />
The process begins with pres-<br />
42 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps and Systems<br />
Vacuum technologies<br />
sure decay testing, which serves as<br />
an initial indicator for potential leaks.<br />
This method involves pressurizing a<br />
system, then measuring the pressure<br />
decrease over time. If the pressure<br />
drops beyond a pre-defined threshold,<br />
it indicates a potential leak. For<br />
pressure decay testing, vacuum<br />
gauges provide accurate and reliable<br />
measurements to detect any drops in<br />
pressure that could signal a leak.<br />
Following a pressure decay test,<br />
tracer gas leak detection is employed<br />
to precisely quantify the leak. Tracer<br />
gas leak detection is highly sensitive<br />
and suitable for detecting even<br />
smallest leaks. A tracer gas such as<br />
helium or hydrogen is introduced<br />
into the system, and a leak detector<br />
with an integrated mass spectrometer<br />
analyzer cell identifies and quantifies<br />
any escaping gas. The use of helium<br />
is particularly effective due to<br />
its small molecular size and inert nature,<br />
which allows it to quickly pass<br />
through leaks without reacting with<br />
the materials involved.<br />
Together, these methods provide a<br />
comprehensive approach to maintaining<br />
high process integrity in battery<br />
recycling facilities.<br />
Conclusion<br />
The integration of vacuum technology<br />
in battery recycling processes<br />
addresses multiple challenges associated<br />
with safety, efficiency, and<br />
environmental impact. By enhancing<br />
process safety through inert atmospheres,<br />
enab ling efficient material<br />
separation via controlled vacuum<br />
levels, and ensuring system integrity<br />
through advanced leak detection, vacuum<br />
technology is at the forefront of<br />
driving sustainable practices in bat-<br />
tery recycling. As the industry continues<br />
to evolve, the role of vacuum<br />
technology will expand, further embedding<br />
its significance in the sustainable<br />
life cycle management of battery<br />
technologies.<br />
Busch Vacuum Solutions<br />
Maulburg, Germany<br />
www.buschvacuum.com<br />
www.buschgroup.com<br />
High-Pressure <strong>Technology</strong> for <strong>Process</strong>-Critical Applications<br />
KAMAT high-pressure plunger pumps<br />
Modular. Powerful. Easy to maintain.<br />
Up to 4,000 bar. Flow rates of up to 600 m3/h.<br />
Material options: Stainless steel: Duplex. Inconel.<br />
ATEX-compliant. Designed for continuous-duty operation.<br />
Engineered and manufactured in Germany.<br />
Reliable flow. Precise control. Seamless integration.<br />
More information: www.KAMAT.de Scan the QR code or contact us directly.
Vacuum technology<br />
Vacuum pump stand<br />
Hyperloop – traveling through a vacuum<br />
at 1,000 kilometers per hour<br />
Leybold supports the EuroTube Foundation<br />
with expertise and technology<br />
Admittedly, the EuroTube Foundation’s<br />
vision sounds particularly appealing<br />
in times of delayed trains<br />
and congested roads: Swiss researchers<br />
want nothing less than to<br />
transport people and goods from A<br />
to B safely, environmentally friendly,<br />
and, above all, extremely quickly<br />
with the Hyperloop. The technology<br />
is currently still in the testing phase,<br />
but its success depends not least on<br />
the quality of the vacuum technology.<br />
Only in a vacuum tunnel is air resistance<br />
low enough to enable energy-saving<br />
gliding at speeds of up to<br />
1,000 kilometers per hour through<br />
a tube. Vacuum pioneer Leybold is<br />
therefore involved in the project,<br />
providing advice and support as well<br />
as its vacuum pumps.<br />
Proven cooperation between<br />
Leybold and EuroTube<br />
The cooperation between Leybold<br />
and the non-profit foundation<br />
has proven successful and has<br />
grown over the years. EuroTube was<br />
founded in 2019 by a group of former<br />
students from ETH Zurich and<br />
EPF Lausanne who successfully participated<br />
in the SpaceX Hyperloop<br />
Competitions. It has since developed<br />
into a research center with 15 employees,<br />
an office, and a laboratory<br />
in Dübendorf near Zurich. Leybold<br />
supports the Hyperloop project with<br />
its products and immense application<br />
knowledge. “We are confident<br />
that our commitment will make the<br />
Hyperloop project a success,” emphasizes<br />
physicist Dr. Tom Kammermeier,<br />
who has been involved in the<br />
project at Leybold since 2017.<br />
Swissloop concept has accelerated<br />
Hyperloop development<br />
The two partners first met in August<br />
2017 at the SpaceX Hyperloop Pod<br />
Contest in Hawthorne, California, on<br />
the SpaceX premises. This was after<br />
the ETH Zurich students had beaten<br />
thousands of teams with their Swissloop<br />
concept at Elon Musk’s SpaceX<br />
competition. The student Swissloop<br />
initiative has certainly accelerated<br />
Hyperloop development. “That’s why<br />
we immediately offered Leybold’s<br />
support,” reports Tom Kammermeier<br />
enthusiastically. “Five colleagues immediately<br />
traveled from Cologne to<br />
Zurich to visit two students in rented<br />
university rooms and learn about their<br />
visionary ideas,” adds Kammermeier.<br />
These ideas were so well-founded<br />
that other specialists from Leybold<br />
have since joined the project: In addition<br />
to Dr. Tom Kammermeier,<br />
Sebastian Rosensträter has also been<br />
supporting the EuroTube team in a<br />
management role for four years.<br />
Fig. 2: Leybold is involved in the project –<br />
providing advice and support as well as its<br />
vacuum pumps.<br />
Vacuum pump stand consisting of<br />
RUVAC WH4400 and DRYVAC DV650<br />
Fig. 1: The vacuum tunnel enables energy-efficient gliding at speeds of up to 1,000 kilometers<br />
per hour.<br />
Among other things, Leybold regularly<br />
performed calculations and simulations<br />
for EuroTube during this time<br />
because the framework conditions<br />
were developing dynamically. The<br />
designs therefore had to be repeatedly<br />
adjusted and recalculated. The<br />
result was positive, because in July<br />
2024, EuroTube was able to celebrate<br />
the kick-off of the first construction<br />
phase of the Hyperloop test facility<br />
“DemoTube” in the Zurich Innovation<br />
Park. EuroTube currently has a vacuum<br />
pump station from Leybold run-<br />
44 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Vacuum technology<br />
Vacuum pump stand<br />
ning on this demonstrator, consisting<br />
of RUVAC WH4400 series<br />
Roots pumps and the DRYVAC<br />
fluence the exact positioning and<br />
distribution of the suction capacity<br />
along the route. “However, this<br />
Hyperloop as a future replacement<br />
for medium-haul flights<br />
than expanding the conventional<br />
network. According to Sebastian<br />
Rosensträter, the existing rail-<br />
DV650 dry-compressing screw<br />
vacuum pump. “These are typically<br />
volumetric pumps that reach<br />
down to the fine vacuum range,”<br />
explains Tom Kammermeier. The<br />
pump stand container also has<br />
space for another system so that<br />
the pumping capacity can be increased<br />
further as needed during<br />
test operation once completion.<br />
Pump-down time and leak rate<br />
are crucial<br />
How long and how often evacuation<br />
is required, and at which section<br />
of the route – these are the<br />
crucial questions that needed to<br />
be answered from a technological<br />
perspective. “And that is precisely<br />
the input that Leybold was<br />
able to provide. There are two<br />
important variables here,” Tom<br />
Kammermeier continues: the<br />
pump-down time and the leak<br />
rate. The pumping time determines<br />
how quickly a Hyperloop<br />
can resume opera tion after the<br />
tube has been ventilated, and<br />
the leak rate determines how<br />
many pumps of what size need to<br />
be running in order to maintain<br />
the operating pressure. Various<br />
pressure gradients can then in-<br />
only really becomes relevant for<br />
large dimensions that have not<br />
yet been realized today,” reveals<br />
Kammermeier.<br />
Maintaining negative pressure<br />
in the tubes, minimizing energy<br />
consumption<br />
Leybold can rely on its proven<br />
vacuum technologies to achieve<br />
the target values. The two big<br />
players, Virgin Hyperloop One,<br />
owned by investor Richard<br />
Branson, and Hyperloop Transportation<br />
Technologies (HTT),<br />
have already ordered pumping<br />
systems consisting of up to eight<br />
DRYVAC and eight WH Roots<br />
pumps from Leybold. In addition,<br />
the HTT system has been<br />
designed in a container so that<br />
the vacuum technology can then<br />
be offered as a mobile solution.<br />
The HTT unit fits into a standard<br />
shipping container, offering a<br />
complete plug-and-play solution.<br />
The entire system is designed to<br />
achieve and maintain the vacuum<br />
in the tubes with minimal energy<br />
consumption and maximum<br />
uptime. The containers will be set<br />
up at intervals of ten kilometers<br />
along the route.<br />
The broad practicality of this futuristic-looking<br />
transport system<br />
has yet to be proven. In addition,<br />
structural change is underway:<br />
Virgin Hyperloop One, a<br />
major player in the Hyperloop<br />
universe, has already withdrawn.<br />
According to Sebastian Rosensträter,<br />
apart from the Euro-<br />
Tube research institute, almost<br />
all of the companies currently active<br />
are start-ups that are banking<br />
on the growth potential but<br />
pursuing different approaches:<br />
“Some see the Hyperloop as a<br />
future replacement for mediumhaul<br />
flights. This would require<br />
the construction of new vacuum<br />
tube routes from airport to airport.<br />
The Hyperloop capsules<br />
would cover the distances just<br />
as quickly as airplanes – but with<br />
significantly reduced CO 2<br />
emissions,”<br />
explains Sebastian Rosensträter.<br />
The second group sees<br />
the Hyperloop more as an alternative<br />
to high-speed trains. The<br />
reason: all train routes are already<br />
at their capacity limit, and<br />
due to the speed and braking<br />
distance, the frequency of highspeed<br />
trains is so low that the<br />
construction of a new Hyperloop<br />
route could be cheaper overall<br />
ways could then be reserved primarily<br />
for freight transport.<br />
Transportation at<br />
the Olympic Games<br />
So, it remains exciting, and there<br />
are many ideas. Whether the Hyperloop<br />
will replace or supplement<br />
other modes of transportation<br />
in the future remains to be<br />
seen. “The fact is that, not least<br />
thanks to the support of Leybold,<br />
test tracks have been successfully<br />
planned and implemented,<br />
making the Hyperloop concept<br />
technically suitable for transporting<br />
people and goods,” concludes<br />
Sebastian Rosensträter.<br />
Technically and in terms of vacuum<br />
technology, there are currently<br />
no insurmountable hurdles.<br />
According to Sebastian<br />
Rosensträter, the projects should<br />
ideally be implemented through<br />
government tenders. In his opinion,<br />
it would also be conceivable<br />
to implement prestigious projects<br />
in the Middle East or at major<br />
sporting events such as the<br />
Olympic Games.<br />
Leybold GmbH, Köln, Germany<br />
www.leybold.com<br />
THAT’S<br />
WHAT<br />
SOLID?<br />
BUNGARTZ<br />
CENTRIFUGAL PUMPS<br />
Standard pumps can hardly cope with adverse pumping media.<br />
Particularly with solids, they bite their teeth out. This is where<br />
professionals like the MPCH DryRun come in. Thanks to<br />
innovative technology, the substances never reach the bearing and<br />
magnetic coupling area. The pump also scores highly with viscous,<br />
toxic and hot products. The advantages:<br />
– highly intrinsically safe<br />
– maintenance-free<br />
– even with media containing solids without the addition<br />
of coolant and lubricating fluid<br />
– no thermal monitoring of the containment shroud necessary<br />
THEN<br />
BRING IT ON!<br />
The MPCH DryRun –<br />
a strong example from the Bungartz master workshop.<br />
More under +49 -211 57 79 05 - 0<br />
and online: www.bungartz.de/mpchdryrun<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
45
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
Smaller dimensions, low maintenance<br />
Progressing cavity pumps redefined:<br />
Expanding application ranges and improving<br />
cost efficiency<br />
Progressive cavity pumps are considered a reliable and cost-effective<br />
pumping technology for challenging processes involving abrasive,<br />
corrosive, and solids-laden media. The drawbacks of this technology<br />
have traditionally been the high space requirements and maintenance<br />
costs. The newly developed Scion progressive cavity pumps address<br />
precisely these aspects, delivering uncompromising performance with<br />
small dimensions and simplified maintenance.<br />
AxFlow introduces the new Scion progressing cavity pumps from<br />
manu facturer NOV to the German and European markets. NOV is<br />
widely known for its Mono technology and can draw on decades of experience<br />
in the field of Mono progressive cavity pumps. With the development<br />
of the new Scion series, the classic disadvantages of progressive<br />
cavity pumps have been systematically addressed. The new<br />
generation is up to 25 % shorter than comparable models, allowing<br />
progressive cavity pumps to be integrated even into installations with<br />
very limited available space. In addition, maintenance has been further<br />
simplified through a modular design, while spare-parts costs have<br />
been reduced for many applications.<br />
Fig. 2: Reduced overall length: the new Scion models are up to 25% shorter without<br />
any loss of performance<br />
unit from suction to discharge port is up to 25 % shorter than the previous<br />
generation. For plant designers, this translates into greater flexibility,<br />
particularly where installation space is limited.<br />
“Maintenance in Place” consistently implemented<br />
To ensure easy access for maintenance, Scion progressive cavity<br />
pumps are equipped with a fully split housing. The entire drive train—<br />
including rotor, stator, shaft, coupling and sealing—can be removed<br />
within minutes while the pump remains connected to the piping system<br />
(“Maintenance in Place”). The housing can be opened by loosening<br />
only a few bolts and does not use tie rods that would unnecessarily<br />
complicate maintenance. As a result, blockages and material build-ups<br />
can be removed quickly and safely without the need to disconnect the<br />
suction or discharge lines.<br />
Fig. 1: Compact footprint: NOV Scion progressing cavity pumps with<br />
fully split housing<br />
Typical applications for Scion progressive cavity pumps include the<br />
transfer of corrosive and particle-laden chemicals, abrasive slurries, industrial<br />
wastewater, ceramic slips, as well as paper and pulp suspensions.<br />
In these applications, the robust pumps can fully demonstrate<br />
their advantages, particularly their virtually pulsation-free conveying<br />
characteristics.<br />
Up to 25 % smaller with uncompromising performance<br />
The new rotor/stator assembly now employs a 2:3 lobe geometry,<br />
offering new possibilities in the design of the pumping unit. The increased<br />
lobe depth of the new design allows for a large displacement<br />
volume without requiring high rotational speeds that would otherwise<br />
lead to increased wear. At the same time, the new geometry ensures<br />
full pressure capability up to 12 bar and flow rates of up to 410 m³/h<br />
while maintaining a high solids-handling capacity. The efficiency gains<br />
associated with this geometry enable high performance within a reduced<br />
installation space. Depending on the model, the complete pump<br />
Free-molded stator: reduced spare-parts costs and easy handling<br />
Unlike many progressive cavity pumps, the stator housing is also split,<br />
allowing the stator elastomer to be replaced individually. This significantly<br />
simplifies maintenance operations. Operators no longer need to<br />
handle the total weight of the complete rotor/stator assembly, which<br />
can amount to around 67 kg for a model in size 13. Once the casing<br />
is removed, the corresponding stator core weighs only 12 kg—representing<br />
a clear improvement in occupational safety and a reduction in<br />
service time.<br />
For many operators, spare-parts costs are an equally important consideration.<br />
By replacing the free-molded stator, operating costs are<br />
significantly lower than when replacing the complete assembly. The<br />
metallic housing is reused and therefore does not add to spare-parts<br />
expenditure.<br />
Available on the German market since February <strong>2026</strong><br />
AxFlow will exclusively launch the new Scion series to the market in<br />
Germany. Since February <strong>2026</strong>, the ten most important Scion models<br />
will be available from AxFlow. Additional sizes covering the full flow<br />
range at pressures up to 6 bar will follow later in the year. Subsequently,<br />
two-stage pump models capable of delivering pressures of up to<br />
12 bar will also be available. Worth noting: The two-stage Scion progressive<br />
cavity pumps contain two stator cores arranged one behind<br />
the other, each of which is identical to the stator core of the singlestage<br />
pumps. If only one of them is worn, only one stator core needs<br />
to be replaced. The already reduced spare parts costs are thus cut in<br />
half again. Stator elastomers for Scion progressing cavity pumps are<br />
46 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
available in NBR, EPDM, NBR-FDA, FKM and PU, covering a wide range<br />
of chemical compatibility requirements. The housing is made of protective-coated<br />
gray cast iron or corrosion-resistant stainless steel. The<br />
hollow rotor made of stainless steel or, optionally, hard chrome-plated<br />
steel saves further weight and reduces vibration inside the pump.<br />
The new Scion series replaces the Mono EZStrip and Mono 2000 product<br />
lines. Spare parts for previous series will continue to be available<br />
from AxFlow on a long-term basis. Existing pumps can also be easily replaced<br />
by new Scion models. AxFlow offers standardized solutions that<br />
are easy to integrate into existing installations.<br />
Fig. 1: Compact battery-powered motor, ideal for emptying IBCs or drums independently<br />
of the mains supply (All images: FLUX)<br />
Fig. 3: Saves space and material while simplifying handling: the stator elastomer<br />
can be replaced separately.<br />
The new Scion progressing cavity pumps demonstrate that proven<br />
pumping technology can be systematically further developed. The significantly<br />
more compact design, improved efficiency and well-engineered<br />
maintenance concept reduce footprint, downtime and operating<br />
costs alike. As a result, the Scion series opens up new application<br />
possibilities for progressing cavity pumps—particularly in installations<br />
where plant designers and operators have previously been constrained<br />
by limited space or maintenance requirements.<br />
new FBM 4100 battery motor from FLUX covers all areas of application<br />
of its mains-powered counterpart, and this with a total weight of<br />
only 2.8 kg including batteries. With pumps for a wide variety of fluids,<br />
the motor is suitable for areas without a power outlet, e. g. in sectors<br />
such as construction, industry, food or agriculture, and is also resistant<br />
to corrosive media in chemistry or electroplating. Intelligent, patent-pending<br />
functions such as Dry-run protection and programmable<br />
batch filling for metering predefined delivery quantities without a flowmeter<br />
expand the range of applications. An LCD display control allows<br />
the speed to be selected in 10 % increments and up to 6 filling quantities<br />
to be programmed and called up as often as required. The motor<br />
can be used with FLUX drum and container pumps of the F 400 series<br />
in various material designs, for example for fluids such as AdBlue,<br />
plant protection concentrate, concrete additives, cooking oils or chemicals<br />
such as Hydrochloric acid, etc. For more viscous media, it can be<br />
combined with progressive cavity pumps of the F 570 series.<br />
AxFlow GmbH<br />
Theodorstr. 105<br />
40472 Düsseldorf, Germany<br />
Tel +49 (211) 238060<br />
info@axflow.de<br />
www.axflow.de/nov<br />
Wirelessly fill, transfer and meter liquids and easily measure<br />
delivery quantities<br />
Powerful and smart battery motor for<br />
drum pumps<br />
Drum pumps are a practical solution for quickly and cleanly filling fluids<br />
from drums, IBCs, canisters, etc. With a rated power of 420 W, the<br />
Fig. 2: The clear LCD display shows all essential functions and performance values.<br />
Ready for various applications<br />
With an optional adapter, the motor is compatible with pump units<br />
from other manufacturers, expanding their range of applications. The<br />
brushless, maintenance-free and highly efficient FBM 4100 motor<br />
achieves a delivery rate of up to 84 l/min in a typical drum pump configuration.<br />
In practical use with a hose and hand nozzle at 80 % speed,<br />
one battery charge allows eleven 200-litre drums or 2.2 1000-litre IBCs<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
47
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
conventional solids handling pumps—especially when handling sewage<br />
sludge—were directly incorporated into the development of the<br />
new system.<br />
The SDS pump system includes a robust piston diaphragm pump<br />
whose configuration has been optimized for extreme loads. Valves,<br />
materials, and design details have been carefully adapted to typical<br />
solids media to ensure smooth and long-lasting pump operation. The<br />
diaphragm separates the pumped medium from the hydraulic area, so<br />
that only a few components actually come into contact with the medium.<br />
This significantly reduces wear and tear and noticeably extends<br />
the service life of the system.<br />
Fig. 3: The FBM 4100 battery motor pumps up to 2,200 litres per battery charge at<br />
80 % power and allows adjustable batch filling.<br />
to be emptied. Depending on the model, the scope of delivery includes<br />
the motor, two 18V, 4Ah Einhell PXC batteries, a twin charger and, optionally,<br />
an adapter for connecting drum pumps from other manufacturers.<br />
Special covers protect the batteries from splashing water and<br />
aggressive vapours. The portfolio also offers preconfigured sets with a<br />
pump, 2 m long delivery hose and hand nozzle. The Battery Motor is<br />
available in IP24 with open cooling by ambient air and in a closed IP44<br />
version with reduced performance. This also works under harsh conditions,<br />
e. g. when pumping Hydrochloric acid. In addition to the core<br />
version, both models are also available in a Pro version, which offers<br />
a 5-pin plug connection for external start/stop and a 24 V power supply<br />
for direct connection of peripheral devices such as level sensors or<br />
flowmeters.<br />
FLUX-GERÄTE GMBH<br />
Talweg 12<br />
75433 Maulbronn, Germany<br />
Tel +49 (7043) 101-0<br />
info@flux-pumpen.de<br />
www.flux-pumpen.de<br />
ABEL presents new Solids Diaphragm<br />
Solution (SDS)<br />
ABEL GmbH, a leading international manufacturer of robust pump<br />
technologies for wastewater and sewage sludge conveyance, has been<br />
setting standards in the conveyance of demanding media for decades.<br />
With the new SDS Solids Diaphragm Solution, ABEL is further expanding<br />
this expertise and offering a powerful solution for the efficient and<br />
reliable transport of sewage sludge and other media with a high solids<br />
content.<br />
As an established supplier of high-quality positive displacement pumps,<br />
ABEL is expanding its portfolio with a technology that is specially designed<br />
for media with a solids content of up to 30 %. The SDS (Solids<br />
Diaphragm Solution) represents a new generation of solids handling<br />
pumps that combines state-of-the-art technology, long service life, and<br />
high cost-effectiveness. It is based on more than 40 years of practical<br />
experience in solids handling. Findings from the daily operation of<br />
A key highlight of the new SDS pump solution is the ABEL Smart Pump<br />
Assistant, an integrated AI-supported monitoring system that enables<br />
predictive maintenance of pumps. Users receive continuous, upto-date<br />
information on the status of their pumps as well as specific<br />
recommendations for action to ensure reliable and efficient operation.<br />
The monitoring system provides both an overview of the general condition<br />
of the pump and detailed information on the remaining safe service<br />
life of wear parts, detected fault patterns, and their exact location<br />
– either via an app or by email. This data greatly facilitates targeted<br />
maintenance of the pump and also allows conclusions to be drawn<br />
about connected system components. Through continuous operation,<br />
the system monitors the plant around the clock and detects poten-<br />
48 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
tial deviations at an early stage. It continuously records operating data<br />
such as pressure, flow, or wear indicators and evaluates them automatically.<br />
The Smart Pump Assistant thus detects potential malfunctions<br />
weeks in advance and enables predictive maintenance planning.<br />
Plant operators benefit from increased process reliability, optimized<br />
maintenance intervals, and significantly higher plant availability—without<br />
any manual intervention.<br />
Another advantage of the SDS is its mechanical drive, which operates<br />
without a hydraulic unit and therefore requires significantly fewer components<br />
compared to hydraulic systems. This not only makes the pump<br />
easy to maintain, but also significantly reduces operating costs – by up<br />
to 80 % in many applications. Thanks to its clear, straightforward design,<br />
maintenance work can be carried out quickly and without special expertise.<br />
Inspection openings facilitate access to relevant wear parts, while<br />
the reduced need for spare parts further improves cost-effectiveness.<br />
Overall, the SDS pump solution combines high technical performance<br />
with user-friendliness and digital intelligence. It offers a particularly<br />
reliable, durable, and economical solution for operators who need to<br />
convey media with a high solids content safely and efficiently. ABEL<br />
is once again setting a clear example for innovative and sustainable<br />
pump technologies in wastewater and sewage sludge management.<br />
ABEL GmbH<br />
Abel-Twiete 1<br />
21514 Büchen, Germany<br />
Tel +49 (4155) 818-0<br />
abel-mail@idexcorp.com<br />
www.abelpumps.com<br />
TORNADO ® T1 XXLB-F:<br />
Engineering Excellence sets a new<br />
standard in high-capacity rotary lobe<br />
pump technology<br />
In the ever-evolving world of fluid handling, NETZSCH Pumps &<br />
Systems has once again raised the bar with the launch of its largest<br />
rotary lobe pump to date: the TORNADO ® T1 XXLB-F. Unveiled at IFAT<br />
Brasil 2025, this engineering powerhouse redefines the limits of the<br />
NETZSCH pump portfolio and pushes the boundaries of what’s possible<br />
in performance and size. The TORNADO ® T1 family has grown – bigger,<br />
stronger, and unstoppable – welcome to the new era of complex<br />
fluid handling.<br />
The TORNADO ® T1 XXLB-F is the latest addition to the TORNADO ®<br />
family, which has long been recognized for its robust construction, reli-<br />
ability, and adaptability to complex fluids. With this new model, NETZSCH<br />
introduces a pump capable of handling flow rates up to 1,400m³/h and<br />
differential pressures up to 12bar, making it ideal for high-volume, highpressure<br />
applications across a wide range of industries.<br />
Engineering excellence meets application versatility<br />
What sets the TORNADO ® T1 XXLB-F apart is not just its impressive size,<br />
but its thoughtful engineering, designed for maximum performance in<br />
the most demanding environments.<br />
Sealing system – Innovative sealing concepts, from single mechanical<br />
seals to double mechanical seals for highly challenging media, ensure<br />
optimal process safety and long-term durability. NETZSCH’s proven<br />
GSS-<strong>Technology</strong> (Gearbox Security System) prevents cross-contamination<br />
between the pump chamber and gearbox, protecting critical components<br />
and enhancing operational safety. Combined with the FSIP ®<br />
(Full Service in Place) concept, all maintenance tasks can be carried out<br />
without removing the pump from the pipeline — saving time, reducing<br />
downtime, and lowering maintenance costs.<br />
Helical lobe design – Flow-optimized, three-wing helical lobes are individually<br />
adapted to the conveyed medium. Both the lobe material and<br />
geometry are specifically engineered to meet the exact requirements<br />
of each application, ensuring superior wear resistance and extended<br />
service life. Special geometries are available for viscous, abrasive, or<br />
solids-containing media, guaranteeing reliable performance even under<br />
the harshest operating conditions. This tailored approach not only<br />
enhances hydraulic efficiency but also reduces energy consumption<br />
and maintenance intervals.<br />
Wear plates – To further extend service life, the XXLB-F is equipped with<br />
axial wear plates as standard. These highly wear-resistant plates protect<br />
critical pump surfaces and significantly reduce wear in demanding<br />
applications. For extremely abrasive media, radial wear plates are<br />
available as an optional upgrade, providing additional housing protection.<br />
Together, these wear protection measures maximize resistance<br />
to abrasion, minimize unplanned downtime, and maintain consistent<br />
pumping efficiency over time.<br />
Heavy-duty bearing system – Engineered for 24/7 continuous operation,<br />
the XXLB-F’s heavy-duty bearing arrangement ensures precise<br />
shaft alignment, minimizing mechanical stress and maximizing service<br />
life. Designed to withstand high loads, the bearing system delivers the<br />
durability needed for solids-laden or highly viscous media. The result<br />
is a robust, low maintenance bearing solution that ensures smooth operation<br />
and long-term reliability in even the harshest industrial environments.<br />
Ideal choice in demanding applications<br />
When it comes to challenging conveying tasks, the NETZSCH TORNADO ®<br />
T1 XXLB-F is the solution customers can rely on. It is perfectly designed<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
49
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
for all tasks in wastewater treatment. With its high flow capability and<br />
efficiency, the XXLB-F is ideal for MBR (membrane filtration) applications.<br />
Also, because of its reverse operation ability to handle both filtration<br />
and backwashing in one single unit, it saves space, time, and<br />
maintenance effort. MBR plants with centrifugal pumps require two<br />
pumps (one for filtration and one for backwashing).<br />
NETZSCH Pumps & Systems at<br />
IFAT <strong>2026</strong> in Munich<br />
Your global partner for conveying<br />
complex media<br />
For wellpoint dewatering, the XXLB-F offers unmatched reliability in<br />
controlling or lowering groundwater levels, making excavation and<br />
construction projects for foundations, tunnels, trenches, and pipelines<br />
both safe and efficient.<br />
Our lifting systems, equipped with the FSIP ® (Full Service in Place) concept,<br />
provide a very compact, service-friendly solution for sewage and<br />
drainage systems, minimizing downtime and maximizing productivity.<br />
In the mining sector, the XXLB-F proves its strength by effortlessly<br />
removing unwanted water accumulations from mines and pits, ensuring<br />
uninterrupted operations. Especially when you consider the<br />
space restrictions underground, the XXLB-F, with its extremely tiny<br />
footprint, is the best choice, and the full service in place concept is<br />
mandatory.<br />
For the oil & gas industry, whether in tank depots, seaport terminals, or<br />
petrochemical plants, the XXLB-F stands for robust performance and<br />
reliability, features the necessary material properties/variations and<br />
complies with the needed standards and certifications such as API.<br />
Even in the most demanding food industry applications, such as conveying<br />
highly viscous magma and molasses in sugar production, the<br />
XXLB-F demonstrates its endurance — operating at low speeds with<br />
high displacement volumes to ensure gentle, efficient conveying without<br />
damaging the sugar crystals.<br />
NETZSCH Pumps & Systems will be presenting its current product range<br />
at IFAT <strong>2026</strong> – with a focus on state-of-the-art pump technologies for<br />
environmental and energy applications, including the PERIPRO ® peristaltic<br />
pump in its largest size, 10/66, and the new size of the proven<br />
TORNADO ® XXLB-F rotary lobe pump.<br />
As a global specialist in the development, production and distribution<br />
of pumps and systems, NETZSCH has been offering solutions tailored<br />
to the requirements of the environmental and energy industries for<br />
over 70 years. Whether in wastewater treatment, lubricating oil and<br />
sludge conveyance, or biogas plants, our patented technologies provide<br />
you with reliable, efficient, and sustainable support.<br />
At IFAT <strong>2026</strong>, Christian Alt, Business Field Manager Environmental &<br />
Energy/EMENA, and his team will welcome you in Hall B1 at Booth 251.<br />
Our experts will present the entire portfolio of pump technologies:<br />
progressing cavity pumps, rotary lobe pumps, multi screw pumps, peristaltic<br />
pumps and versatile grinding systems for a wide range of applications.<br />
Another highlight: technical presentations on the PERIPRO ® peristaltic<br />
pump in the largest size 10/66 and on the new TORNADO ® XXLB-F<br />
rotary lobe pump, which impressively demonstrate how NETZSCH<br />
combines innovation, energy efficiency and practicality.<br />
And when it comes to replacing centrifugal pumps, in particular submersible<br />
centrifugal pumps, the XXLB-F shows significant advantages:<br />
easy service and maintenance thanks to dry installation outside the pit<br />
due to self-priming capability. It performs consistently at its high efficiency<br />
across a broad flow range and can be maintained without taking<br />
the pump out of the sump or the pipeline. Submersible centrifugal<br />
pumps, on the other hand, require costly substructures to remove or<br />
lift the pump and only reach peak efficiency at one specific operating<br />
point. With its full service in place concept, all maintenance parts are<br />
front-loading and can be inspected while the pump is still installed in<br />
the plant and connected to the pipeline.<br />
The TORNADO ® T1 XXLB-F is more than just a pump—it’s a statement<br />
of NETZSCH’s commitment to innovation, customer-centric design, and<br />
engineering excellence. With NETZSCH, you’re choosing a partner dedicated<br />
to delivering the most reliable, efficient, and tailor-made solution<br />
for your application. The XXLB-F is built to handle your toughest challenges<br />
with confidence, efficiency, and NETZSCH quality.<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1<br />
84478 Waldkraiburg, Germany<br />
Tel +49 (8638) 63-0<br />
info.nps@netzsch.com<br />
www.pumps-systems.netzsch.com<br />
“NETZSCH is known worldwide for customised solutions in wastewater<br />
and biogas applications. With the PERIPRO ® peristaltic pump in the<br />
largest size 10/66 and the TORNADO ® XXLB-F rotary lobe pump, we<br />
demonstrate how robust technology and simple maintenance work together<br />
in demanding processes. Visit us at IFAT – we will give you concrete<br />
insights into how our technologies can measurably advance your<br />
operations.”– Christian Alt, Business Field Manager Environmental &<br />
Energy/EMENA<br />
50 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
Our claim ‘Proven Excellence’ – outstanding quality and reliability – has<br />
shaped our actions and the success of our customers worldwide since<br />
1873.<br />
We look forward to welcoming you to our stand at IFAT from 4 to 7<br />
May <strong>2026</strong>!<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1<br />
84478 Waldkraiburg, Germany<br />
Tel +49 (8638) 63-0<br />
info.nps@netzsch.com<br />
www.pumps-systems.netzsch.com<br />
Launch of the new<br />
Packo MFP3/125-315 pump<br />
Innovation focused on low total cost of ownership across the entire<br />
operating range<br />
400 m³/h and a head of 25 to 50 meters, measured with water at 1.450<br />
rpm. In this way, Packo offers a solution that performs across a wide<br />
range of applications, without compromise.<br />
Packo introduces the MFP3/125-315: a new standard in energy<br />
efficiency and user-friendliness<br />
Packo, part of the Verder Group, is proud to announce the launch of<br />
the MFP3/125-315, the latest addition to the successful MFP3 pump<br />
series. This innovative pump has been developed with maximum efficiency<br />
and minimal total cost of ownership (TCO) in mind for the user.<br />
With this, Packo remains true to its philosophy: creating industrial<br />
pump solutions that not only excel technically, but are also sustainable<br />
and cost-saving in the long term.<br />
Low TCO as a starting point<br />
As with all MFP3 pumps, achieving the lowest possible TCO is central<br />
to the MFP3/125-315. This is realized through the use of standardized<br />
interchangeable parts and extensive standardization of components<br />
across different pump types. As a result, maintenance and repairs are<br />
simplified, leading to lower operating costs and higher system availability.<br />
Packo demonstrates that innovation and cost control can go<br />
hand in hand.<br />
Technical innovation: wide and high energy efficiency<br />
During the development of the MFP3/125-315, Packo consciously went<br />
beyond the classic goal of achieving peak efficiency at the BEP (best<br />
efficiency point). In practice, many pumps rarely operate exactly at<br />
their BEP. They often function under varying process conditions and<br />
at different operating points, for example during different phases in<br />
the brewing process. Additionally, only a limited number of pumps are<br />
supplied with a full impeller diameter.<br />
Therefore, the MFP3/125-315 was designed to achieve a hydraulic efficiency<br />
of nearly 80 % over an exceptionally wide operating range: from<br />
60 % to 120 % of the flow at the BEP. This results in stable and efficient<br />
energy consumption, regardless of varying process conditions.<br />
Unique features and performance<br />
A major advantage of the MFP3/125-315 is that its high efficiency is<br />
maintained even with trimmed impellers. This provides maximum<br />
flexi bility without compromising efficiency. Specifically, the pump<br />
achieves an efficiency of almost 80 % at flow rates between 150 and<br />
Packo’s vision: sustainable progress for the industry<br />
With the launch of the MFP3/125-315, Packo underlines its commitment<br />
to developing pumps that not only excel at the BEP but guarantee<br />
the lowest possible TCO across the entire operating range. Packo<br />
continues to focus on technological innovation and sustainable solutions,<br />
so that customers can rely on reliable and cost-efficient pumps<br />
both today and in the future.<br />
Packo Inox NV (A Verder Company)<br />
Industriepark Heernisse, Cardijnlaan 10<br />
8600 Diksmuide, Belgium<br />
pumps.packo.be@verder.com<br />
www.packo.com<br />
www.verderliquids.com<br />
Pfeiffer Vacuum+Fab Solutions introduces<br />
COMBI WVD vacuum booster<br />
pump unit<br />
Pfeiffer Vacuum+Fab Solutions – a member of the global Busch Group<br />
– announces the launch of the COMBI WVD vacuum booster pump<br />
unit. This compact unit offers high performance and a small footprint.<br />
It is an expansion to the existing COMBI series and consists of a PANDA<br />
vacuum booster and a DuoVane two-stage oil-lubricated rotary vane<br />
vacuum pump.<br />
The COMBI WVD vacuum booster pump unit features high pumping<br />
speed and low ultimate pressure, from atmosphere down to the<br />
10 -3 hPa (mbar) range. This makes it ideal for both stand-alone operation<br />
and use as backing pump for high vacuum pumps, such as turbomolecular<br />
vacuum pumps. The COMBI WVD pump unit is the successor<br />
to the CombiLine WD.<br />
COMBI WVD vacuum booster pump units are particularly ideal for<br />
vacu um coating or drying applications and are also well suited for use<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
51
Pumps/Vacuum technology<br />
Companies – Innovations – Products<br />
Reliable vacuum generation with low maintenance<br />
The COMBI WVD series ensures reliable vacuum generation, making it<br />
also well suited for applications in R&D or the chemical and pharmaceutical<br />
industries. This is made possible by the contact-free operation<br />
of the PANDA vacuum boosters in the process chamber. In addition,<br />
certain configurations can utilize optional magnetic couplings for<br />
both vacuum pump and booster, eliminating the need for conventional<br />
shaft seals. This design also minimizes maintenance needs and contributes<br />
to overall cost efficiency.<br />
Additionally, the PANDA vacuum booster is equipped with an integrated<br />
bypass valve that protects the vacuum pump unit against<br />
overloading and overheating, enhancing the reliability and safety of<br />
the COMBI WVD.<br />
The new COMBI WVD vacuum booster pump unit is an expansion to the existing<br />
COMBI series and consists of a PANDA vacuum booster and DuoVane two-stage<br />
oil-lubricated rotary vane vacuum pump. Source: Pfeiffer Vacuum+Fab Solutions.<br />
Pfeiffer Vacuum+Fab Solutions<br />
Berliner Str. 43<br />
35614 Asslar, Germany<br />
Tel +49 (6441) 802-0<br />
www.pfeiffer-vacuum.com<br />
www.buschgroup.com<br />
in metallurgy, Research & Development, and other industries. They are<br />
available with various configurations of PANDA vacuum boosters and<br />
DuoVane rotary vane vacuum pumps. To ensure optimal adaptability<br />
to each customer’s process as well as long-term operational reliability<br />
of each individual setup, customized configuration options are supported.<br />
Pfeiffer also provides a variety of accessories, including control<br />
units for the vacuum booster and the rotary vane vacuum pump, oil<br />
mist separators, gas-ballast valve kits and spare parts.<br />
52 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
PROCESS TECHNOLOGY & COMPONENTS<br />
Index of Advertisers<br />
Index of Advertisers<br />
Aerzener Maschinenfabrik GmbH Inside cover page 59<br />
BAUER KOMPRESSOREN GmbH page 75<br />
BOGE KOMPRESSOREN Otto Boge GmbH & Co. KG page 13<br />
EIRICH Maschinen- und Anlagenbau GmbH page 79<br />
Filtech Exhibitions Germany page 97<br />
GEA Tuchenhagen GmbH<br />
Cover page<br />
Getriebebau NORD GmbH & Co. KG page 69<br />
GF Georg Fischer GmbH, Piping Systems page 95<br />
Goetze KG Armaturen page 55<br />
Hammelmann GmbH page 9<br />
JESSBERGER GmbH<br />
3. Cover page<br />
JUMO GmbH & Co. KG page 83<br />
Kaeser Kompressoren SE<br />
Insert<br />
KAMAT GmbH & Co. KG page 43<br />
LEWA GmbH page 19<br />
Lutz-Jesco GmbH page 39<br />
Messe Düsseldorf GmbH page 29<br />
NETZSCH Pumpen & Systeme GmbH<br />
4. Cover page<br />
Paul Bungartz GmbH & Co. KG page 45<br />
Promoberg Srl page 37<br />
SEEPEX GmbH<br />
2. Cover page<br />
SMC Deutschland GmbH page 85<br />
Vogelsang GmbH & Co. KG page 7<br />
Watson-Marlow GmbH page 23<br />
Zwick Armaturen GmbH page 63<br />
Your media contact<br />
D-A-CH<br />
Thomas Mlynarik<br />
Tel.: +49 (0) 911 2018 165<br />
Mobile: +49 (0) 151 5481 8181<br />
mlynarik@harnisch.com<br />
INTERNATIONAL<br />
PROCESS TECHNOLOGY & COMPONENTS<br />
Benjamin Costemend<br />
Mobile: +33 (0) 6 75 64 29 730<br />
benjamin.costemend@gmail.com<br />
Impressum<br />
Publisher<br />
Dr. Harnisch Verlags GmbH in cooperation<br />
with the Editorial Advisory Board<br />
©<br />
<strong>2026</strong>, Dr. Harnisch Verlags GmbH<br />
Publishing company and reader service<br />
Dr. Harnisch Verlags GmbH<br />
Eschenstr. 25<br />
90441 Nuremberg, Germany<br />
Phone (911) 2018-0<br />
Fax (911) 2018-100<br />
E-Mail puk@harnisch.com<br />
www.harnisch.com<br />
Technical Director<br />
Armin König<br />
Editorial coordination<br />
Silke Watkins<br />
Thomas Mlynarik<br />
Advertisements/Suppliers source<br />
Silke Watkins/ Matti Schneider<br />
Editorial Advisory Board <strong>2026</strong><br />
Prof. Dr.-Ing. Andreas Brümmer,<br />
TU Dortmund<br />
Dipl.-Ing. (FH) Gerhart Hobusch,<br />
KAESER KOMPRESSOREN SE<br />
Dipl.-Ing. (FH) Johann Vetter,<br />
NETZSCH Pumpen & Systeme GmbH<br />
Dipl.-Ing. (FH) Sebastian Oberbeck,<br />
Pfeiffer Vacuum+Fab Solutions<br />
Disclaimer<br />
The named authors are responsible for<br />
the content of the individual articles and<br />
do not necessarily reflect the opinion of<br />
the editorial team. Despite careful checking,<br />
the publisher cannot accept any liability<br />
for the accuracy of the content. The<br />
contents of the magazine and the website<br />
are protected by copyright and may<br />
not be reproduced or otherwise used or<br />
published without the prior written consent<br />
of the publisher.<br />
ISSN 2364-723X<br />
Printed by<br />
AKONTEXT s.r.o.<br />
Prag/Tschechien<br />
www.akontext.cz<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
53
Trade fairs and events<br />
IFAT<br />
PFAS, UWWTD, phosphorus:<br />
focus on municipal water at IFAT Munich <strong>2026</strong><br />
– How cities and municipalities are<br />
coping with PFAS, climate impacts<br />
and new EU regulations<br />
– Expert panels, solution tours and<br />
special areas at IFAT Munich <strong>2026</strong><br />
– World-leading trade fair as a must--<br />
attend event for municipal<br />
decision-makers and practitioners<br />
Cities and municipalities are under<br />
major pressure to act when it comes<br />
to water and wastewater management:<br />
Stricter regulations, climate<br />
impacts and increasing investment<br />
requirements are coming up against<br />
limited resources. IFAT Munich <strong>2026</strong><br />
will show which technical, regulatory<br />
and organizational solutions municipalities<br />
need now. From May 4 to<br />
7, <strong>2026</strong>, over 3,000 exhibitors from<br />
more than 60 countries will present<br />
their solutions for water, recycling<br />
and circularity at the world’s<br />
leading trade fair for environmental<br />
technolo gies. A key focus is traditionally<br />
on water management. Municipalities<br />
in particular are faced<br />
with the task of future-proofing the<br />
drinking water supply and wastewater<br />
treatment, implementing new<br />
legal requirements, and expanding<br />
their infrastructures to make them<br />
climate-resilient.<br />
Forever chemicals present new<br />
challenges for municipalities<br />
The discussion about per- and polyfluoroalkyl<br />
substances (PFAS) has<br />
developed from a specialist topic<br />
into a socially relevant debate. Local<br />
authorities must comply for the first<br />
time with binding PFAS limit values in<br />
drinking water. That requires investments<br />
in monitoring, analytics and<br />
processing technologies. At the same<br />
time, there is an increased focus on<br />
site remediation, as the high mobility<br />
of these substances, also known as<br />
“forever chemicals”, poses risks to the<br />
drinking water supply.<br />
The panel “PFAS in focus: challenges<br />
and solutions for dealing with the poison<br />
of the century” organized by figawa<br />
e. V. on May 6, <strong>2026</strong> on the Blue<br />
Stage will discuss how PFAS can be<br />
handled in technical and economic<br />
terms. In addition, a presentation by<br />
the German Association for Waste<br />
Management (DGAW) on May 4 will<br />
show how PFAS can be removed from<br />
water streams and destroyed using<br />
activated carbon.<br />
UWWTD: Stricter requirements for<br />
urban water management<br />
All images: Messe München GmbH<br />
With the revised Urban Wastewater<br />
Treatment Directive (UWWTD), the<br />
EU redefined the framework conditions<br />
for urban water management at<br />
the end of 2024. “A milestone for water<br />
protection, but also a huge challenge<br />
for wastewater management<br />
54 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Trade fairs and events<br />
IFAT<br />
and municipalities,” says Dr. Lisa<br />
Irwin-Broß, member of the DWA<br />
Management Board. According<br />
to its specifications, a fourth purification<br />
stage will need to be added<br />
to several hundred wastewater<br />
treatment plants in Germany<br />
alone by 2045. In addition, wastewater<br />
treatment is to be energyneutral<br />
in the future.<br />
The DWA is addressing the topic<br />
with a solutions tour on May 5<br />
and a session on the Water Stage<br />
on May 7. The Association of Municipal<br />
Enterprises (VKU) will be<br />
discussing the financing of the<br />
fourth purification stage on the<br />
Blue Stage on May 4 in the presentation<br />
“UWWTD: status of financing<br />
the fourth purification<br />
stage through extended producer<br />
responsibility”.<br />
Phosphorus recycling:<br />
planning security required<br />
for municipalities<br />
From 2029, municipal wastewater<br />
treatment plant operators in<br />
Germany will be obliged to recover<br />
phosphorus if the phosphorus<br />
content of the sewage<br />
sludge dry matter is at least two<br />
percent. While the regulatory requirements<br />
are clear, many municipalities<br />
are now faced with<br />
operational questions regarding<br />
the economic implementation.<br />
“Phosphorus recycling should<br />
be integrated into the planning<br />
of sewage sludge recycling at an<br />
early stage and in the long term.<br />
An open dialog between all parties<br />
involved is crucial,” says<br />
Tabea Knickel, Managing Director<br />
of the German Phosphorus<br />
Platform (DPP). The DPP will<br />
be hosting the discussion panel<br />
“Phosphorus recovery in dialog:<br />
challenges and prospects”<br />
on May 7 on the Blue Stage. The<br />
DWA and DVGW will already be<br />
using the stage on May 6 for their<br />
joint innovation forum “Regional<br />
Phosphorus Recycling”.<br />
Protecting critical water infrastructure<br />
is becoming increasingly<br />
important<br />
In view of geopolitical risks, hybrid<br />
threats, and new legal requirements,<br />
protecting critical<br />
infrastructures is becoming increasingly<br />
important. The drinking<br />
water supply and waste water<br />
disposal are affected directly.<br />
The NIS2 Implementation Act<br />
and the planned KRITIS Umbrella<br />
Act form the legal framework for<br />
this. “The acts give the industry a<br />
clear legal framework for necessary<br />
investments and for implementing<br />
measures,” says Peter<br />
Frenz from the DVGW. “The resilience<br />
of critical infrastructures in<br />
Germany can only be increased<br />
through a comprehensive approach<br />
that holistically considers<br />
risks from the cyber, information<br />
and physical space.” At IFAT<br />
Munich, the “Day of resilient municipalities”<br />
on May 7, will focus<br />
on this topic with presentations<br />
on the Blue Stage and accompanying<br />
solution tours.<br />
Making municipalities waterconscious<br />
Climate change, heavy rain, dry<br />
spells and heat pose additional<br />
challenges for municipalities.<br />
Water-conscious urban planning<br />
can reduce the risk of flooding,<br />
safeguard urban greenery, and<br />
reduce heat stress. “The knowledge<br />
is available, and many pilot<br />
projects demonstrate its effectiveness.<br />
We now need to<br />
implement this on a broad scale<br />
in order to create livable settlement<br />
areas,” says Dr. Friedrich<br />
Hetzel, Head of the DWA Water-<br />
Conscious Space and Settlement<br />
Development department. DWA<br />
and DVGW will be presenting the<br />
Spotlight Area “The water-wise<br />
city of the future” as well as several<br />
forums and sessions on the<br />
Blue Stage.<br />
Using warm wastewater as an<br />
energy source<br />
The heat contained in wastewater<br />
can cover five to ten percent<br />
of the heating requirements of<br />
buildings in Germany. “This potential<br />
is particularly interesting<br />
for operators of district and local<br />
heating networks. Not least because<br />
the Municipal Heat Planning<br />
Act, which came into force<br />
at the start of 2024, stipulates<br />
that all heating networks must<br />
be climate-neutral by 2045,” explains<br />
Reinhard Reifenstuhl,<br />
DWA spokesperson for the main<br />
committee on the circular economy,<br />
energy, and sewage sludge.<br />
The heat can be extracted via<br />
heat exchangers directly in the<br />
sewage system or in the effluent<br />
of wastewater treatment plants.<br />
Both have advantages and disadvantages.<br />
These will be discussed<br />
on May 6 on the Blue Stage at the<br />
DWA session “Waste heat utilization/hydrothermal<br />
energy”.<br />
You will find more information<br />
about IFAT Munich at https://<br />
ifat.de<br />
Want to find out more?<br />
Full details of our diaphragm valves
Trade fairs and events<br />
IVS – Industrial Valve Summit<br />
The countdown to IVS–<br />
Industrial Valve Summit <strong>2026</strong><br />
has officially begun<br />
The sixth edition of IVS is just around<br />
the corner – Industrial Valve Summit,<br />
the leading global gathering for exhibitors,<br />
industry thought leaders,<br />
decision-makers and buyers across<br />
the industrial valve and flow control<br />
supply chain. Scheduled to take place<br />
from 19 to 21 May <strong>2026</strong> at the Bergamo<br />
Exhibition Centre, in Italy, the<br />
Summit will represent another significant<br />
milestone in IVS’s continued<br />
growth and evolution.<br />
The exhibition area will expand with<br />
two new halls, bringing the total to<br />
four, while the programme will feature<br />
three full days open to the public,<br />
evolving into a true Valve Week. Starting<br />
on Tuesday 19 May, the scientific<br />
sessions will begin alongside the official<br />
opening of the exhibition to the<br />
global valve community. This development<br />
reflects the commitment to<br />
meeting the growing demand for advanced<br />
content, networking opportunities<br />
and expert discussion.<br />
Visitors can get the free pass to join<br />
the event through the official IVS<br />
– Industrial Valve Summit website.<br />
Early registrations confirm a very<br />
positive trend, showing growth compared<br />
to previous editions.<br />
Thanks to the scientific contribution of<br />
VALVEcampus – the Association dedicated<br />
to training industrial valve manufacturers<br />
and a long-standing partner of<br />
the Summit – IVS <strong>2026</strong> will offer a technical<br />
programme at the forefront of innovation,<br />
designed to address the most<br />
pressing challenges facing the industry.<br />
Special focus will be placed on emerging<br />
technologies and on opportunities<br />
offered by new application markets<br />
such as hydrogen, water management,<br />
CCUS (carbon capture, utilisation and<br />
storage) and LNG, all key strategic drivers<br />
for industrial development.<br />
The programme will be structured<br />
around six main thematic areas: standardisation<br />
and standard development;<br />
digital technologies applied to valves,<br />
actuations and control; valve design<br />
and materials for severe services; advanced<br />
sealing solutions for industrial<br />
valves; AI applied to mechanical design,<br />
procurement and manufacturing;<br />
additive manufacturing.<br />
Alongside these sessions, four highly<br />
specialised round tables will address<br />
complex topics, including subsea<br />
valve actuation in deepwater environments,<br />
the use of choke valves in highpressure<br />
systems, the performance<br />
and safety of control valves in critical<br />
applications, and surface treatment<br />
technologies to enhance component<br />
resistance to erosion and corrosion.<br />
Additional broader conferences are<br />
also currently being defined, focusing<br />
on applications and market trends in<br />
the industrial valve sector.<br />
The previous edition, held from 14 to<br />
16 May 2024, achieved record results,<br />
welcoming 15,000 visitors (+25 %<br />
compared to 2022) from 69 countries<br />
and 325 exhibitors (+13 %) from<br />
14 nations. The international component<br />
was particularly dynamic, doubling<br />
compared to the fourth edition.<br />
www.industrialvalvesummit.com<br />
56 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Trade fairs and events<br />
FILTECH<br />
Filtration is the key to quality and<br />
efficiency in production<br />
Without separation technology,<br />
there can be no purity – this principle<br />
applies to countless processes and<br />
virtually every sector of industrial<br />
production. Whether it's purified air,<br />
cleanroom technology, or liquid media<br />
free of contaminants: filtration<br />
and separation are the key to safety<br />
and quality.<br />
At FILTECH, exhibitors offer insights into all areas of filtration and separation. Source for all<br />
images: FILTECH<br />
Research and development are constantly<br />
producing optimisations and<br />
new technologies that increase efficiency<br />
and lead to even better results.<br />
It is therefore always worthwhile for<br />
those responsible in production companies<br />
to keep an eye on current<br />
trends and check which new materials<br />
and processes can improve their<br />
processes. With 600 exhibitors and<br />
over 160 scientific presentations at<br />
the conference, FILTECH <strong>2026</strong> will<br />
once again provide the platform for<br />
industry and science.<br />
FILTECH <strong>2026</strong>: Focus on filtration<br />
and separation<br />
Whether it be gases, liquids or solids<br />
separation: FILTECH is the world‘s<br />
leading event for all aspects of filtration<br />
and separation. It takes place<br />
every 18 months in Cologne and offers<br />
industry professionals a unique<br />
platform to learn about the latest developments<br />
and innovations in this<br />
field and to make the right choice<br />
when it comes to filter systems.<br />
The event is divided into two main areas:<br />
the exhibition area and the accompanying<br />
conference. In the exhibition<br />
area of FILTECH <strong>2026</strong>, 600<br />
exhibitors from over 40 countries<br />
will present their latest products<br />
and technologies. Here, participants<br />
will have the opportunity to learn all<br />
about the latest trends and developments<br />
in filtration and separation<br />
technology. From innovative filter<br />
materials to modern separation processes,<br />
all topics of relevance to the<br />
industry will be covered.<br />
The accompanying conference is the<br />
second highlight of FILTECH. It provides<br />
a platform for scientific exchange<br />
and discussion of current<br />
challenges and solutions in filtration<br />
and separation technology. Experts<br />
from science and industry will present<br />
their latest research results and<br />
discuss forward-looking approaches.<br />
For industry professionals, this is an<br />
ideal opportunity to learn about the<br />
latest technologies and make valuable<br />
contacts.<br />
The meeting place for industry<br />
experts and decision-makers<br />
FILTECH is the world‘s most important<br />
meeting place for discerning,<br />
quality-conscious companies. Here<br />
they can find all the relevant information<br />
and solutions they need for their<br />
production processes. The event not<br />
only offers a comprehensive overview<br />
of the latest technologies, but<br />
also the opportunity to make direct<br />
contact with suppliers and find specific<br />
solutions for their own production<br />
requirements.<br />
FILTECH is the platform for anyone<br />
who wants to optimise their production<br />
processes using modern filtration<br />
and separation technologies. The<br />
combination of trade fair and conference<br />
offers a unique opportunity to<br />
obtain comprehensive information<br />
and bring your own production processes<br />
up to date.<br />
www.filtech.de<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
57
Trade fairs and events<br />
VALVE WORLD EXPO<br />
VALVE WORLD EXPO <strong>2026</strong>:<br />
News and trends relating to industrial<br />
transformation at the world's leading trade<br />
fair for industrial valves in Düsseldorf<br />
The latest key technologies for<br />
industrial transformation – VALVE<br />
WORLD EXPO will be showcasing<br />
technological innovations in the field<br />
of industrial valves in halls 1 and 3 at<br />
Düsseldorf Fairgrounds from 1 to 3<br />
December <strong>2026</strong>.<br />
VALVE WORLD EXPO presents intelligent<br />
products and solutions for fossil<br />
and alternative applications. As an<br />
international meeting place for manufacturers,<br />
developers, users and decision-makers<br />
from the process industry,<br />
it is a high-calibre platform for<br />
professional exchange, knowledge<br />
transfer and business development.<br />
Four key topics reflect the central<br />
themes of the industry and form the<br />
guiding principles of VALVE WORLD<br />
EXPO <strong>2026</strong>: Global Energy, <strong>Process</strong><br />
Industries & Safety, Digitalisation &<br />
Automation and Valve Value Chain.<br />
Global Energy highlights the entire<br />
spectrum of the energy landscape –<br />
from oil and gas to LNG and district<br />
heating to renewable energies and hydrogen<br />
– and demonstrates the role of<br />
valves as enablers in all energy sectors.<br />
<strong>Process</strong> Industries & Safety emphasises<br />
the importance of safe, efficient<br />
valve technologies, which are primarily<br />
used in the chemical, petrochemical<br />
and pharmaceutical industries.<br />
Digitalisation & Automation focuses<br />
on intelligent valve solutions, digital<br />
twins and automated systems that<br />
enable predictive maintenance and<br />
can be seamlessly integrated into<br />
networked plant landscapes.<br />
The fourth key topic, Valve Value<br />
Chain, highlights the entire value<br />
Image: Messe Düsseldorf GmbH/C. Tillmann<br />
chain – from advanced materials and<br />
components to engineering and manufacturing<br />
to service and logistics solutions<br />
– all across the entire life cycle.<br />
From fossil fuels to renewable energy<br />
sources – solutions for current<br />
and future industrial requirements<br />
The challenges of the energy transition<br />
and the increasing demands on<br />
efficiency, safety and sustainability<br />
require high-performance, reliable<br />
valve technologies. This applies not<br />
only to fossil fuels, but also to alternative<br />
and renewable energies such<br />
as hydrogen infrastructures, carbon<br />
capture and storage processes,<br />
power-to-X plants and offshore energy<br />
projects.<br />
The latest developments in the fields<br />
of hydrogen-resistant materials, cryogenic<br />
valve solutions for LNG and<br />
green hydrogen, automated components<br />
for decentralised energy systems<br />
and high-pressure valves for<br />
modern energy storage solutions will<br />
also be discussed in Düsseldorf.<br />
The processes in the chemical and<br />
petrochemical industries place very<br />
specific demands on materials, safety<br />
and durability: the focus is on PTFE<br />
and metal-insulated shut-off and control<br />
valves, TA-Luft-compliant lowemission<br />
solutions, SIL-certified safety<br />
valves and intelligent monitoring<br />
systems for precise process control.<br />
International conference and the<br />
new PUMP WORLD complement the<br />
trade fair<br />
Traditionally, the high-calibre Valve<br />
World Conference, organised and run<br />
by KCI, complements the events at the<br />
fairground. An extensive programme<br />
of presentations with exciting keynotes<br />
and best cases, which specifically<br />
promotes the transfer of knowledge<br />
between research, engineering<br />
and practice, awaits trade visitors in<br />
hall 1.<br />
With a new name and a compact offering,<br />
Pump World presents itself as<br />
a special show for pumps in hall 3.<br />
It is dedicated to highly specialised<br />
pumps for a wide range of industrial<br />
applications – in particular pumps<br />
that can be precisely integrated into<br />
the industrial valves and systems on<br />
display.<br />
Initiatives such as the High Potential<br />
Day complement the compact range<br />
of products on offer in the exhibition<br />
halls.<br />
www.valveworldexpo.com<br />
58 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
PROCESS TECHNOLOGY & COMPONENTS<br />
<strong>2026</strong><br />
Water Wastewater Environmental <strong>Technology</strong><br />
Energy Oil Gas Hydrogen<br />
Mechanical Engineering Shipbuilding Heavy Industry<br />
Chemistry Pharmaceutics Biotechnology<br />
Food and Beverage Industry<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLIS<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLI<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGL<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENG<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENG<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH EN<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLIS<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH E<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLI<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH E<br />
Independent magazine for Pumps, Compressors and <strong>Process</strong> <strong>Components</strong>
Compressors and Systems<br />
Compressed air<br />
The alternative for economical<br />
compressed air<br />
Maximum energy efficiency with unrestricted reliability<br />
AERZEN is significantly expanding its<br />
product portfolio in the higher-pressure<br />
range and has added innovative<br />
compressors from the standard<br />
segment for differential pressures<br />
of up to 13 bar. The packages consistently<br />
meet customer and market<br />
requirements and offer new,<br />
economical perspectives for conveying<br />
and compressing air and special<br />
gases. Energy savings of more than<br />
10 per cent are possible.<br />
Compressed air is omnipresent in industry<br />
and has become an integral<br />
part of many applications. However,<br />
it is also a very cost-intensive medium<br />
- and therefore one which offers an<br />
important lever for energy savings.<br />
This is precisely where the new compressed<br />
air packages from AERZEN<br />
come in. The compressors combine<br />
excellent performance with maximal<br />
energy efficiency and set new<br />
standards in compressed air technology.<br />
Thanks to their high-power<br />
density and reliability, they keep life<br />
cycle costs low and ensure significant<br />
cost reductions - an ideal solution for<br />
making processes even more cost-effective,<br />
sustainable and efficient.<br />
Tradition meets innovation: compressed<br />
air taken further<br />
For more than 160 years, AERZEN<br />
compressor technologies have been<br />
considered pioneering in the conveying<br />
and compression of gases. In the<br />
compressed air sector, the innovation<br />
and technology leader has up until<br />
now made a name for itself primarily<br />
as a supplier of stages and special<br />
packages. By adding the oil-free and<br />
oil-injected screw compressor series<br />
up to 13 bar, the company is positioning<br />
itself in the compressed air technology<br />
sector and is significantly expanding<br />
its expertise.<br />
Fig. 1: With the DS series, AERZEN offers a highly energy efficient solution for oil-free compression<br />
from 4 to 10.5 bar. All images: AERZEN<br />
The new packages complete the<br />
portfolio in the higher pressure<br />
range and open up additional fields<br />
of application - be it in food technology<br />
the beverage industry, chemical<br />
and process engineering, the textile<br />
industry, medical and pharmaceutical<br />
technolo gy, electronics and<br />
semi conductor production or in the<br />
cement and lime industry. They<br />
have been developed to meet the<br />
highest demands and can be used<br />
wherever working air, instrument air,<br />
workshop air, process air or control<br />
air for pneumatic control systems is<br />
required.<br />
DS series: double-stage, oil-free<br />
screw compressors<br />
The purity of compressed air is often<br />
crucial, as it influences the quality of<br />
the processes used to manufacture<br />
high-quality products. Oil-free operations<br />
are therefore vital for many<br />
processes and a must in terms of<br />
safety, reliability and availability in<br />
particularly sensitive areas. The new<br />
double stage screw compressors of<br />
the DS series compress absolutely<br />
oil-free in accordance with ISO 8573-<br />
1, class 0 and reliably provide 100 %<br />
clean process air. This ensures 100 %<br />
product purity.<br />
The directly-driven compressed air<br />
packages were designed for maximum<br />
energy efficiency, minimum maintenance<br />
effort/costs and extreme durability<br />
in mind and they ensure outstanding<br />
performance in almost all<br />
application areas at differential pressures<br />
of between 4 and 10.5 bar. Energy<br />
savings of up to 12 % are possible<br />
compared with other compressor<br />
models available in the market. This<br />
leap forward in efficiency is achieved<br />
through innovative compressor stages<br />
with new, highly efficient 4+6 rotor<br />
profiles in the low and high pressure<br />
stages as well as motors with energy<br />
efficiency class IE4 or IE5. A VFD is integrated<br />
and ensures optimum operation<br />
with a large turndown.<br />
60 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Compressed air<br />
The compact DS compressors are<br />
available in numerous sizes for drive<br />
powers from 55 to 355 kW and volume<br />
flows from 259 to 3,636 m³/h<br />
and are also suitable for sensitive<br />
scopes of application in the food and<br />
beverage industry, chemical and process<br />
engineering as well as medical<br />
and pharmaceutical technology. The<br />
process air generation is of course<br />
PFAS-free, without compromising on<br />
performance and durability.<br />
SI series: oil-injected compressors<br />
with permanent magnet motor<br />
The SI series are new single stage,<br />
oil-injected air compressors. Thanks<br />
to an innovative screw compressor<br />
stage and a highly efficient IE5 class<br />
permanent magnet motor (PM motor),<br />
they achieve a very high efficiency<br />
of 96 % which enables significant<br />
energy savings to be made even in<br />
partial load operation.<br />
Fig. 3: The new AERZEN compressors and screw compressors set new standards in compressed<br />
air technology.<br />
nates the need for lubrication and<br />
the usual bearing replacement. The<br />
anti-friction bearings of the compressor<br />
stages are designed for a service<br />
life of at least 30,000 hours, further<br />
reducing maintenance and service<br />
costs.<br />
The new screw compressors are<br />
available in sizes from 7.5 to 90 kW<br />
and are used in numerous, sometimes<br />
demanding applications with<br />
differential pressures from 5.5 to<br />
13 bar and volume flows from 24.6<br />
to 915 m³/h. Pressure and operating<br />
temperatures are continuously<br />
monitored. This ensures stable and<br />
safe production processes. Other<br />
advantages of the SI series include<br />
its unique reliability, reduced maintenance<br />
requirements, compact design<br />
and low sound emission values<br />
with a sound pressure level of<br />
around 70 dB(A).<br />
The optimal solution for every<br />
requirement<br />
Every location, every company, every<br />
process has its own special features.<br />
AERZEN therefore offers a wide selection<br />
of finely graduated sizes and<br />
an enormous variety of customised<br />
accessories and spare parts components.<br />
The comprehensive range of<br />
options and modifications - including<br />
coolers, dryers, special motors,<br />
special materials, special oils and<br />
customised heat recovery systems -<br />
allows targeted adaptation to individual<br />
customer process requirements<br />
and particularly challenging climatic<br />
Fig. 2: The single stage, oil-injected air compressors<br />
in the SI series achieve a very high<br />
efficiency of approx. 96 % - even under partial<br />
load.<br />
The rotor is connected directly to the<br />
compressor shaft, so that additional<br />
losses in the drive train are avoided.<br />
The required quantity of compressed<br />
air is adjusted as needed by means of<br />
a VFD. The ideally harmonised combination<br />
of a high-quality drive train<br />
and the highly efficient compressor<br />
stage results in particularly efficient<br />
operation of the entire package. The<br />
PM motor technology works entirely<br />
without roller bearings. This elimi-<br />
Fig. 4: The wide range of options and auxiliary parts enables targeted customisation to individual<br />
customer process requirements.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
61
Compressors and Systems<br />
Compressed air<br />
conditions and ensures the greatest<br />
possible flexibility in the design of<br />
machines and plants.<br />
Optimum compressed air quality<br />
thanks to perfect air conditioning<br />
One focus is the area of compressed<br />
air treatment. Compressors work<br />
with the ambient air. However, this<br />
contains impurities of various types,<br />
such as steam, dust or liquids. If<br />
these are not removed, problems<br />
are inevitable. Condensing water vapours,<br />
for example, can cause corrosion,<br />
which can damage components<br />
of the compressed air installation<br />
and lead to production interruptions.<br />
The result: increased operating costs<br />
due to failures. AERZEN’s wide range<br />
of products for filtering, cleaning and<br />
drying the compressed air produced<br />
in the compressor leaves nothing<br />
to be desired and ensures high and<br />
cons tant compressed air quality in<br />
every process.<br />
Safe, efficient and environmentally<br />
friendly compressed air generation<br />
AERZEN air compressors represent<br />
the highest level of engineering, unrivalled<br />
innovative strength, uncompromising<br />
quality and technological<br />
sophistication. They have been<br />
developed to increase productivity<br />
and reduce operating costs. Thanks<br />
to the extremely compact design of<br />
the DS and SI compressors, the ma-<br />
Fig. 5: The water-injected packages of the SW series ensure oil-free<br />
compression up to 13 bar.<br />
chine footprint is also reduced. The<br />
smart package concept even enables<br />
side-by-side installation, as operation<br />
and maintenance can be carried<br />
out from both the operating and rear<br />
sides. Transport by pallet truck, forklift<br />
truck or crane is possible without<br />
any problems.<br />
In addition to the new DS and SI<br />
series, AERZEN also offers water-injected<br />
compressed air stages. The<br />
SW series packages with screw rotors<br />
made of high-alloy, corrosion-resistant<br />
stainless steel offer increased energy<br />
efficiency, reduced maintenance<br />
requirements and a unique water<br />
puri fication concept, and ensure oilfree<br />
compression up to 13 bar.<br />
“Our declared aim is to offer our customers<br />
a full range of products, solutions<br />
and services. Our air compressors<br />
are state of the art and support<br />
you on your way to greater efficiency<br />
and process reliability. They therefore<br />
make an important contribution<br />
to sustainability and economic efficiency,”<br />
emphasises Stephan Brand,<br />
Director of Marketing at AERZEN.<br />
Aerzener Maschinenfabrik GmbH<br />
Aerzen, Germany<br />
info@aerzen.com<br />
www.aerzen.com<br />
62 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
www.zwick-aRmatuRen.de<br />
tRi-SHaRk<br />
zeRO leakage*<br />
cOntROl ValVe<br />
*acc. to EN12266 Leckage A
Compressors and Systems<br />
Breathing air compressor<br />
On the track with high pressure<br />
Julius Nasch<br />
Why would a student racing team<br />
need the support of a compressor<br />
manufacturer? The obvious<br />
answer: “To fill the tyres.” However,<br />
the partnership between<br />
BAUER KOMPRESSOREN and the<br />
TUfast Racing Team revolves around<br />
a technology that, at first glance,<br />
doesn’t seem related to compressed<br />
air: autonomous driving.<br />
But let’s start at the beginning:<br />
Formula Student is an international<br />
engineering competition in which student<br />
teams develop, build and test a<br />
racing car within one season, and<br />
compete against teams from around<br />
the world. Speed itself is not the only<br />
thing that counts. Design, efficiency,<br />
an understanding of costs and the<br />
overall technical concept are all considered<br />
in the assessment.<br />
the Suspension, Chassis, Aerodynamics<br />
and Structural Mechanics departments.<br />
Electrical systems including<br />
software are developed by the High<br />
and Low Voltage departments along<br />
with the teams for Vehicle Dynamics<br />
and Autonomous Driving.<br />
Reliable braking with high pressure<br />
In autonomous driving, the vehicle<br />
has integrated sensors used to detect<br />
the route as well as its own position<br />
and movement. An on-board<br />
computer calculates possible racing<br />
lines and optimises them to minimise<br />
the lap time. Since the racing car accelerates,<br />
brakes and steers autonomously<br />
in this operating mode, the<br />
Formula Student rules prescribe extensive<br />
safety measures. Among<br />
these is the Electronic Braking System<br />
(EBS), which is where compressed air<br />
comes into the picture.<br />
The EBS reliably brings the vehicle to a<br />
standstill when needed. While electric<br />
motor regenerative braking is all you<br />
need for racing, a redundant mechanical<br />
braking mechanism always has<br />
to be provided in case of emergency.<br />
Since there is no driver in the vehicle<br />
during autonomous driving who<br />
could provide the necessary brake<br />
pressure, the braking force is applied<br />
using compressed air instead.<br />
Technical University of Munich’s<br />
TUfast Racing Team – a success story!<br />
In this competition, the Technical<br />
University of Munich is represented<br />
by the TUfast Racing Team. As a student<br />
association, the team has been<br />
developing its own Formula Student<br />
vehicles since 2003, bringing together<br />
students from a wide range of disciplines.<br />
While racing cars with combustion<br />
engines were built in the early<br />
days, the development of electric<br />
vehicles gained importance starting<br />
in 2011. The team has built electric<br />
vehicles exclusively since 2017 and<br />
now, they are also capable of fully<br />
autonomous driving.<br />
The team members, around 100 in total,<br />
are organised in a structure similar<br />
to a business: different departments<br />
each work on particular aspects of the<br />
project under the supervision of team<br />
management. The Management, Costing<br />
and Business Plan departments<br />
are responsible for events, sponsor<br />
contacts, and financial and business<br />
planning. The vehicle’s mechanical<br />
components are the responsibility of<br />
Fig. 1.0+1.1: CAD renderings of the EBS components (compressed air tanks, lines and valves,<br />
brake pedal and cylinders)<br />
64 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Breathing air compressors<br />
Fig. 2: xb025 racing car on the racecourse<br />
A consistent, reliable supply of compressed<br />
air was a key requirement,<br />
ultimately determining success or<br />
failure in competitions. It was therefore<br />
reassuring for the team to know<br />
that, since it’s market launch in 1995,<br />
the JUNIOR II has earned a downright<br />
legendary reputation as the<br />
most successful and top-selling portable<br />
breathing air compressor in the<br />
last three decades thanks to its reliability.<br />
Portability was also of fundamental<br />
importance for the TUfast<br />
Racing Team because a lot of equipment<br />
needs to be hauled from one<br />
competition to the next: with its compact<br />
dimensions, it fits in the boot of<br />
any vehicle and, with a weight of less<br />
than 44 kilograms, it’s easy to move<br />
around on site by two people using<br />
its ergonomic handle.<br />
With the compressor and two carbon<br />
helmets provided in addition, the<br />
team was ready to compete.<br />
Geared for success thanks to<br />
technical excellence<br />
Fig. 3: Bauer Kompressoren and the TUfast Racing Team at the Formula Student Germany<br />
competition 2025 on the Hockenheimring<br />
Two compressed air tanks are filled<br />
for this purpose before setting off.<br />
When needed, a transmitter operated<br />
by a team member opens valves that<br />
deliver compressed air to the brake<br />
cylinders. The hydraulic cylinders of<br />
the conventional brake system are<br />
then actuated by the pneumatic cylinders<br />
of the EBS. This safely brings<br />
the vehicle to a stop.<br />
High pressure is required when filling<br />
the compressed air tanks. When<br />
the existing compressed air solution<br />
failed in the summer of 2025, shortly<br />
before the competition in Spain,<br />
the situation was therefore critical.<br />
That’s when BAUER KOMPRESSOREN<br />
pitched in and provided a BAUER<br />
JUNIOR II high-pressure compressor.<br />
JUNIOR II – the portable and highly<br />
reliable filling solution<br />
The JUNIOR II was chosen since it<br />
can compress the required air up to<br />
300 bar. Since contaminants or oil<br />
in the system can cause dangerous<br />
brake system failures, the purity of<br />
the compressed air is even more important.<br />
The integrated Triplex filter<br />
system delivers such high purity that<br />
the air even conforms to the DIN EN<br />
12021: 2014 standard, meaning it can<br />
be used as breathable air for divers<br />
or fire-fighters.<br />
The support paid off: in Spain, the<br />
TUfast Racing Team celebrated its<br />
second overall victory for the season.<br />
They also won in the purely autonomous<br />
driving category for the first<br />
time in the association’s history. This<br />
likely wouldn’t have been possible<br />
without the quick response of BAUER<br />
KOMPRESSOREN.<br />
The team has set ambitious goals for<br />
the <strong>2026</strong> season, planning to make<br />
the new xb026 racing car even lighter<br />
and more competitive than its predecessor.<br />
Another overall victory in<br />
August <strong>2026</strong> at the Formula Student<br />
Germany competition on the Hockenheimring<br />
is the objective. A lot of<br />
work remains to be done before that:<br />
all components are currently in fabrication.<br />
The test phase starts in April<br />
<strong>2026</strong>, after which the team has to assert<br />
itself in a total of four competitions<br />
across Europe starting in July.<br />
The Author: Julius Nasch<br />
Team Manager xb026<br />
TUfast Racing Team<br />
München, Germany<br />
https://tufast-racingteam.de/de/<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
65
Compressors and Systems<br />
Turbo compressors<br />
40 years of Sweden’s heat pumps: from the oil<br />
crisis to the energy transition<br />
Rasmus Sinnige<br />
A technology multiple decades old is<br />
not usually seen as the most exciting<br />
piece of machinery on the market.<br />
But the humble heat pump is a<br />
piece of industrial equipment that is<br />
increasingly at the forefront of the<br />
ongoing energy transition. In fact,<br />
in some countries it is becoming intrinsic<br />
to the way towns and cities<br />
heat their homes, businesses and<br />
factories. While countries are now,<br />
be latedly, recognizing the value of<br />
heat pumps, in Scandinavia they<br />
have been a key element in providing<br />
climate-neutral district heating<br />
for decades.<br />
These two machines are named after<br />
royals from Sweden’s history,<br />
„Katarina“ and „Gustav-Adolf“, and<br />
are the centerpieces of two world-record<br />
breaking heat pumps that have<br />
been providing climate-neutral district<br />
heating to the city since 1985. As<br />
this article shows, Göteborg Energi is<br />
again investing in a new generation<br />
of heat-pump technology, which will<br />
set a new world record in terms of its<br />
thermal power. At the same time, it<br />
will set the world record for the largest<br />
heat pump with the natural refrigerant<br />
isobutane.<br />
Evolution rather than revolution<br />
Long-term thinking is important in the<br />
business world, and it is even more<br />
valuable in today’s climate when every<br />
company is searching for ways to<br />
cut costs and save energy. After recognizing<br />
the precariousness of relying<br />
on oil imports, Sweden long ago<br />
had the foresight to appreciate that<br />
heat-pump systems were cost-efficient,<br />
sustainable heating solutions.<br />
In the 1960s the Swedish government<br />
provided the legal framework that<br />
enabled heavy investments in the expansion<br />
of district heating systems.<br />
Sweden’s embrace of heat pumps<br />
goes back to the 1980s, in the aftermath<br />
of the oil crises of the previous<br />
decade. Visible testaments to<br />
this can be seen at Göteborg Energi<br />
Ryaverket, a large heat-pump plant<br />
co-located with a wastewater treatment<br />
plant in Gothenburg, on Sweden’s<br />
south-west coast.<br />
Here, the eagle-eyed might spot two<br />
shiny, well-polished plaques attached<br />
to two Atlas Copco Gas and <strong>Process</strong>or<br />
turbocompressors.<br />
Fig. 2: Name plate of the large turbocompressor,<br />
the heart of the heat pump<br />
In the aftermath of the oil crises in<br />
the 1970s, the government then put<br />
new laws into place that supported<br />
the transition away from fossil fuels<br />
to power these networks. In their<br />
place, the country invested substantially<br />
in domestic non-fossil-fuel<br />
energy sources, such as hydropower<br />
and nuclear power for electricity, and<br />
waste incineration and biomass to<br />
power district heating.<br />
Just after large quantities of lowcarbon-intensity<br />
electricity became<br />
available in the early 1980s from<br />
the aforementioned hydropower<br />
and nuclear power plants, large<br />
heat pumps such as „Katarina“ and<br />
„Gustav-Adolf“ entered the story.<br />
Once commissioned, these two machines<br />
became the world’s largest<br />
heat-pump modules, both with an<br />
output of 65 MW from a single large<br />
turbocompressor per module.<br />
Fig. 1: Birds-eye view on the Ryaverket Plant and the adjacent sewage water treatment plant<br />
Since then, the technology has<br />
evolved, but without “moonshot”<br />
leaps forward. Why? Simply, this was<br />
already proven, efficient technology.<br />
Evolution rather than revolution<br />
is the theme. What did happen was<br />
that Atlas Copco Gas and <strong>Process</strong> advanced<br />
the machine at the heart of<br />
the heat-pump system, the turbo-<br />
66 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Turbo compressors<br />
compressor. Powerful FEM-computer<br />
software has helped optimized impeller<br />
design, for example. And the latest<br />
AI tools have improved the thermodynamic<br />
performance, which increases<br />
the efficiency of the heat-pump cycle.<br />
Then there is their ease of maintenance,<br />
which recently encouraged<br />
Jonas Strandberg, plant manager for<br />
the Ryaverket heat pumps at Göteborg<br />
Energi, to describe maintaining<br />
them as quite “boring”. He points out<br />
that along with good maintenance,<br />
partly provided by the Atlas Copco<br />
Gas and <strong>Process</strong> aftermarket service<br />
team, key is having the right spare<br />
parts in stock. Learning these lessons<br />
over the four decades of operation<br />
has taught Göteborg Energi how<br />
to do preventive maintenance in a<br />
way that nearly eliminates unplanned<br />
downtimes.<br />
Fig. 3: Large heat pump compressor GT098R3G1 for RYA heat pump at the time of delivery 1985<br />
The maintenance program is underpinned<br />
by a diagnostic system that<br />
includes refrigerant sensors in the<br />
source and district heating networks<br />
that can detect the smallest trace of<br />
refrigerant in the “parts-per-billion”<br />
order of magnitude. This is an important<br />
feature that detects even the<br />
smallest leakage of the refrigerant<br />
into the water circuits. The additional<br />
vibration monitoring systems detect<br />
imbalances in the finely manufactured<br />
internal parts of the turbocompressor,<br />
preventing severe damage.<br />
After 40 years providing sustainable<br />
district heating, Göteborg Energi recently<br />
decided to extend the working<br />
lives of „Katarina“ and „Gustav-Adolf“<br />
for another 15 years.<br />
to service this high demand reduces<br />
the system efficiency.<br />
It is much better to orchestrate the<br />
heat sources in a sensible way: recovered,<br />
unavoidable industrialwaste<br />
heat might be the baseload<br />
throughout the year, supported by<br />
waste incineration. The heat-pump<br />
system would then provide an intermediate<br />
heat load, supported by biomass<br />
or a gas power plant as peak<br />
load and backup.<br />
Nonetheless, heat pumps have the<br />
advantage of being highly flexible,<br />
Heat pumps as intermediate<br />
systems<br />
Of course, heat pumps are not an<br />
elixir, a fix-all solution, and they have<br />
limitations. They ideally work hand<br />
in hand with other heat sources in a<br />
network, like instruments in an orchestra.<br />
Moreover, heat pumps are<br />
usually not the largest generator in<br />
a district heating system. In winter,<br />
many heating systems require higher<br />
peak-load power and temperatures<br />
that are well above normal summer<br />
conditions. Oversizing a heat pump<br />
Fig. 4: Still in good shape and fit for at least 15 years to come – the entire heat pumps at<br />
Ryaverket including the Atlas Copco Turbocompressor<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
67
Compressors and Systems<br />
Turbo compressors<br />
meaning they are quicker to react<br />
than other heating sources. The<br />
Ryaverket heat pumps can be cold<br />
started and ramped up to full power<br />
in under 15 minutes, far ahead of<br />
all the other heating systems. This<br />
means they are ideal at delivering<br />
heat on demand, and they work well<br />
in conjunction with more fluctuating<br />
wind and solar systems that are rapidly<br />
gaining power market share in<br />
most countries.<br />
Record breaking<br />
Testament to the success of the fourdecade-old<br />
Gothenburg heat pumps<br />
is that Göteborg Energi went back to<br />
Atlas Copco Gas and <strong>Process</strong> to design<br />
another compressor. Soon to be<br />
deployed, this new module can generate<br />
up to 58 MW and will replace<br />
the plant’s two oldest existing heat<br />
pumps. It will use wastewater from<br />
a nearby waste treatment plant (of<br />
at least 10°C) and produce 3.5 times<br />
more district heat at 90°C for every<br />
megawatt of electricity the heat<br />
pump uses. The system is due to begin<br />
operating in 2027, and it will take<br />
the total installed heating capacity<br />
to 158 MW across three heat-pump<br />
modules (including the 50 MW apiece<br />
from „Katarina“ and „Gustav-Adolf“).<br />
Fig. 6: The use of large heat pumps is not limited to district heating generation<br />
The rediscovery of the utility of heat pumps. Each will have a thermal<br />
capacity of 82.5 MW, and they<br />
large heat pumps continues apace,<br />
reflected in the southern Germany will become the largest heat-pump<br />
city of Mannheim, which has ordered<br />
two Atlas Copco Gas and the newly installed 58 MW unit in<br />
modules in the world, surpassing<br />
<strong>Process</strong> turbocompressors for two Gothenburg.<br />
Fig. 5: Overview different refrigerant classes and their future fitness<br />
68 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Turbo compressors<br />
Modern refrigerants for modern<br />
heat pumps<br />
The choice of refrigerant determines<br />
the design of any new heat pump,<br />
and the history of the Gothenburg’s<br />
„Katarina“ and „Gustav-Adolf“ provides<br />
an instructive example of how<br />
critical this is: both had to change<br />
their refrigerant, R12, a chlorofluorocarbon<br />
(CFC), due to its contribution<br />
to ozone depletion. The Montreal<br />
Protocol of 1987 started the process<br />
of banning CFCs, which in the 1990s<br />
meant that heat-pump manufacturers<br />
needed to come up with an alternative.<br />
The answer appeared to be<br />
hydrofluorocarbons (HFCs), but they<br />
also have a significant impact on the<br />
greenhouse effect, and they are now<br />
also subject to a global phase out<br />
(with the EU aiming for 2050).<br />
With this in mind, Göteborg Energi<br />
stipulated that they wanted a heat<br />
pump design that employed a future-proof,<br />
natural refrigerant. The<br />
choice was isobutane R600a, which<br />
though flammable, achieves a balance<br />
between efficiency, cost and not<br />
being harmful to the environment.<br />
The Atlas Copco Gas and <strong>Process</strong><br />
turbocompressor was consequently<br />
designed specifically for isobutane<br />
R600, a future-proof refrigerant commonly<br />
used in every modern refrigerator<br />
at home.<br />
Sweden’s 40-year embrace<br />
Unspectacular, proven technology<br />
that has been running for decades is<br />
rarely in the limelight. But the humble<br />
heat pump is nevertheless increasingly<br />
recognized as a vital industrial<br />
equipment in the energy transition.<br />
While this technology largely fell out<br />
of fashion as fossil fuels predominated,<br />
Sweden embraced it, underpinned<br />
by governmental investment<br />
decisions in the 1970s and 1980s.<br />
Gothenburg’s „Katarina“ and<br />
„Gustav-Adolf“ have stood the test of<br />
time, and their design, efficiency, and<br />
aftermarket maintenance programs<br />
have enabled their lifespan to be expanded<br />
another 15 years. They will<br />
soon be accompanied at Ryaverket<br />
by a new heat pump with isobutane<br />
R600a refrigerant, replete with an Atlas<br />
Copco Gas and <strong>Process</strong> turbocompressor<br />
that benefits from decades of<br />
evolutionary advancements. Just like<br />
its older siblings have been doing for<br />
the past 40 years, it will provide the<br />
city’s inhabitants with climate-neutral<br />
district heating for de cades to come.<br />
The Author: Rasmus Sinnige<br />
Market Manager New Energy<br />
Atlas Copco Energas GmbH, Köln<br />
rasmus.sinnige@atlascopco.com<br />
https://www.atlascopco.com/gasand-process/en<br />
Proven Reliability.<br />
NORD drive solutions for<br />
environmental processes.<br />
4–7 May<br />
Hall B1, Booth 117<br />
Getriebebau NORD GmbH & Co. KG | T: +49 4532 289-0 | info@nord.com | www.nord.com
Compressors and Systems<br />
Nitrogen generators<br />
Nitrogen purity explained: How to select<br />
the right purity for each industry<br />
For businesses that utilize nitrogen,<br />
understanding the nuances of<br />
nitrogen purity is not just a technical<br />
detail. Nitrogen purity is a critical<br />
factor that can significantly impact<br />
operational efficiency, product<br />
quality and ensure the safety of the<br />
process and its operators. While you<br />
may already be familiar with the basics<br />
of nitrogen production, choosing<br />
the optimal purity level for your<br />
specific application is key to unlocking<br />
the full benefits of on-site nitrogen<br />
generation.<br />
As nitrogen solutions provider, our<br />
goal is to ensure you're not paying for<br />
purity you don't need or compromising<br />
your products with purity that's<br />
too low.<br />
The importance of purity levels<br />
Nitrogen purity is typically expressed<br />
as the percentage of nitrogen in the<br />
gas, with the remainder being mostly<br />
oxygen and trace amounts of<br />
other gases. The required purity level<br />
is dictated by the sensitivity of your<br />
application to oxygen. For some processes,<br />
a small amount of oxygen is<br />
acceptable, while for others, even<br />
trace amounts can be detrimental.<br />
Here is a breakdown of common nitrogen<br />
purity levels and their typical<br />
applications:<br />
95 % to 98 % N 2<br />
purity<br />
This purity range is often sufficient for<br />
applications where the primary goal is<br />
to displace oxygen to prevent oxidation<br />
or combustion of the end product.<br />
– tire inflation: Using nitrogen of this<br />
purity can help maintain tire pressure<br />
for longer periods and prevent oxidation<br />
of the rubber.<br />
– fire prevention: In environments<br />
where there is a risk of fire, such as<br />
in coal mines or chemical plants, this<br />
purity level can be used to create an<br />
inert atmosphere.<br />
99 % to 99,99 % N 2<br />
purity<br />
At this level of nitrogen, the main<br />
goals are to extend shelf life of products<br />
in the food and beverage industry,<br />
where we want to maintain the<br />
end product quality: taste, colour,<br />
smell. This process can also be called<br />
Blanketing. The other application is to<br />
inert material in contact with dangerous<br />
gases or liquids (Inertization).<br />
– modified atmosphere packaging:<br />
by reducing the contact with oxygen<br />
hence slowing oxidation and<br />
microbial growth, the end product's<br />
integrity is preserved (meat, precooked<br />
food, cheese/butter or even<br />
pharmaceutical products).<br />
– beverage dispensing: In the beverage<br />
industry, it is used maintain the<br />
flavor profile of beer, wine, milk, soft<br />
drinks (juice, mineral water, soda) or<br />
oils (olive, soybean, etc).<br />
– controlled atmosphere storage<br />
(fruits and vegetables).<br />
– inertization (Oil & Gas plants, natural<br />
gas purging, boiler layups, etc).<br />
99.9 % to 99.999 % N 2<br />
purity<br />
Higher purity levels are required for<br />
more sensitive applications where<br />
even small amounts of oxygen can<br />
have a negative impact on the product<br />
quality and directly threaten the<br />
process safety.<br />
– laser cutting: In laser cutting, highpurity<br />
nitrogen is used as an assist<br />
gas to prevent oxidation and ensure<br />
a clean cut.<br />
– electronics manufacturing: This<br />
purity is essential for creating an inert<br />
atmosphere during soldering and<br />
other manufacturing processes to<br />
prevent defects.<br />
– gas-assisted injection molding<br />
(gaim): In this industry, nitrogen is<br />
used to safely displace raw material,<br />
helping to create clear channels and<br />
reduce defects.<br />
– protective atmosphere in exlposive<br />
area (atex): as an inert gas, nitrogen<br />
is used to create a non-flammable<br />
atmosphere, especially for maintenance<br />
purpose.<br />
99.999 % and higher<br />
(UHP - Ultra High Purity)<br />
The most demanding applications require<br />
ultra-high purity nitrogen to ensure<br />
the integrity of the final product.<br />
– chemical industry: UHP nitrogen is<br />
used in various chemical processes to<br />
70 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Nitrogen generators<br />
prevent unwanted reactions and ensure<br />
product purity.<br />
– pharmaceuticals: In the pharmaceutical<br />
industry, it is used to create<br />
a sterile and inert environment for<br />
manufacturing and packaging.<br />
The cost of “too pure”<br />
In many technical and industrial applications,<br />
striving for the highest<br />
possible purity seems like a safe bet.<br />
However, when it comes to on-site nitrogen<br />
generation, this mindset can<br />
lead to significant and unnecessary<br />
expenses. The truth is, the relationship<br />
between nitrogen purity and the<br />
cost of production is not linear — it's<br />
exponential. Understanding this principle<br />
is key to optimizing your operational<br />
budget without compromising<br />
quality.<br />
The primary cost associated with nitrogen<br />
generation is the energy required<br />
to run the air compressor that<br />
feeds the system. This is because as<br />
the oxygen concentration decreases,<br />
it becomes harder to isolate and remove<br />
the remaining oxygen molecules.<br />
The system must work harder,<br />
process more air, or run longer cycles<br />
to capture those last few parts per<br />
million (PPM). This increased workload<br />
directly translates to a higher<br />
electricity bill.<br />
Example: laser cutting — mild steel<br />
components<br />
Application requirement: A metal<br />
fabrication shop uses nitrogen as<br />
an assist gas for laser cutting 5mmthick<br />
mild steel plates. The nitrogen’s<br />
role is to prevent oxidation on the<br />
cut edge, leaving a clean, paint-ready<br />
surface.<br />
Sufficient purity<br />
99.95 % nitrogen is the industry<br />
standard for this task. It provides a<br />
high-quality, oxide-free cut edge at<br />
high speeds.<br />
The “too pure” scenario<br />
The shop invests in a nitrogen generation<br />
system rated for 99.999% (often<br />
called Ultra High Purity or UHP), typically<br />
reserved for cutting exotic materials<br />
like titanium or very thick stainless<br />
steel.<br />
The financial impact<br />
Capital expense<br />
A UHP nitrogen generator is significantly<br />
more complex and therefore<br />
more expensive upfront than a<br />
standard 99.95 % system. The initial<br />
investment could be 40-60 % higher.<br />
Operational expense<br />
The energy cost to produce 99.999 %<br />
nitrogen can be over 30 % higher<br />
than producing 99.95 %. For a busy<br />
shop, this can mean an extra 2,000-<br />
5,000 EUR in annual electricity costs.<br />
The result<br />
The shop has spent more on the initial<br />
equipment and continues to pay<br />
a premium on its monthly utility bills,<br />
all for a cut quality on mild steel that<br />
is indistinguishable from one made<br />
with the more economical 99.95%<br />
purity gas.<br />
How to determine the right purity<br />
To determine the right nitrogen purity<br />
for your application, consider the<br />
following:<br />
Application requirements<br />
What is the maximum allowable oxygen<br />
content for your process?<br />
Industry standards<br />
Are there any industry-specific standards<br />
or regulations that dictate the<br />
required purity level?<br />
Cost-benefit analysis<br />
What is the trade-off between the<br />
cost of higher purity and the potential<br />
benefits of improved product quality<br />
or process efficiency?<br />
Conclusion<br />
Selecting the right nitrogen purity is<br />
a critical decision that can have a significant<br />
impact on your business. By<br />
carefully evaluating your application’s<br />
requirements and consulting with<br />
experts in the field, you can ensure<br />
that you are using the most appropriate<br />
and cost-effective nitrogen purity<br />
for your needs. This will not only<br />
help you to optimize your processes<br />
and improve product quality but also<br />
to achieve significant savings in the<br />
long run.<br />
OMEGA AIR d.o.o. Ljubljana<br />
Ljubljana, Slovenia<br />
info@omega-air.si<br />
www.omega-air.si<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
71
Compressors and Systems<br />
Compressed air production<br />
Green Smart Factory<br />
Compressed air for climate-neutral<br />
production<br />
Dipl. Betriebswirtin, MA Daniela Koehler, Dipl.-Ing. (FH) Gerhart Hobusch<br />
Completely climate-neutral production<br />
is no longer a utopian vision.<br />
The Green Smart Factory demonstrates<br />
how cost-efficiency, quality<br />
and environmental responsibility<br />
can successfully go hand in hand. At<br />
the core of this transformation lies<br />
highly intelligent compressed air<br />
generation, which plays a key role in<br />
ensuring sustainable, future-ready<br />
manufacturing.<br />
Heizomat’s managing directors are<br />
more than visionaries – they are<br />
doers who pursue their goals with<br />
unwavering determination. No matter<br />
how “impossible” an idea may initially<br />
seem, how great the challenges<br />
or how long the journey, they see it<br />
through. Their success speaks for itself:<br />
within a single generation, the<br />
company has grown into a leading<br />
provider of heating technology and<br />
energy solutions. Now comes another<br />
milestone with pioneering potential.<br />
Since September 2025, the new<br />
“Green Smart Factory” has been in<br />
operation – a production facility designed<br />
from the ground up to integrate<br />
environmentally friendly technologies<br />
to enable climate-neutral<br />
production.<br />
At the Green Smart Factory, Heizomat<br />
also manufactures its own proprietary<br />
pallet shredder. The system<br />
turns used pallets and wood off-cuts,<br />
by-products of almost every production<br />
operation that would otherwise<br />
require disposal, into high-quality<br />
woodchips. In turn, these chips are<br />
used to provide heating that is essentially<br />
climate- and cost-neutral.<br />
Renewable energy forms the backbone<br />
of production. Plans include<br />
the construction of the company’s<br />
own wind turbine, while the roof is<br />
already equipped with a photovoltaic<br />
system. Together with an in-house<br />
wood gasifier, these systems enable<br />
electrici ty to be generated as sustainably<br />
as possible. The concept is further<br />
strengthened by electricity and<br />
heat storage, supported by numerous<br />
additional innovations within<br />
the production hall that help drive<br />
the plant’s energy footprint towards<br />
Fig. 1: The ultra-modern and innovative compressed air station lies at the heart<br />
of the Green Smart Factory.<br />
zero. This unwavering commitment<br />
to renew able energy is more than an<br />
ecological statement – it is a core element<br />
of the company’s production<br />
strategy. Energy is not viewed as an<br />
external cost factor, but as a controllable<br />
resource within a closed, intelligently<br />
managed system.<br />
Energy-oriented production control<br />
A defining feature of the Green Smart<br />
Factory is the close alignment of production<br />
processes with energy availability.<br />
Manufacturing generally runs<br />
on a single-shift basis – a model that<br />
benefits employees while also optimising<br />
the use of renewable energy.<br />
During the summer months, production<br />
hours are deliberately extended<br />
to coincide with peak photovoltaic<br />
output. Slightly longer daytime<br />
shifts ensure that the solar installation’s<br />
full potential is harnessed. Energy-intensive<br />
processes, such as nitrogen<br />
generation, are activated only<br />
when sufficient “green” electricity is<br />
available.<br />
This logic is fully automated. Compressed<br />
air and nitrogen generation<br />
are integrated into the Manufacturing<br />
Execution System (MES) and directly<br />
linked to the ERP (Enterprise<br />
Resource Planning) system used for<br />
machine and plant engineering. The<br />
result is seamless, end-to-end production<br />
control – from order processing<br />
and manufacturing through to<br />
warehouse logistics – creating a truly<br />
smart operation. Automated feedback<br />
and inventory reconciliation<br />
ensure that production progress remains<br />
transparent and traceable at<br />
all times. Extensive storage areas,<br />
including facilities in the production<br />
basement, make it possible to purchase<br />
and stockpile raw materials in<br />
advance. This enables larger quan-<br />
72 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Compressed air production<br />
tities to be secured when market<br />
prices are favourable. The raw materials<br />
are then delivered into production<br />
just in time via “lifts” as part of<br />
the manufacturing process.<br />
Smart machines and connected<br />
processes<br />
At the heart of the Green Smart Factory<br />
are highly integrated, intelligent<br />
production systems. These “smart<br />
machines” enable flexible, efficient<br />
and resource-conscious manufacturing<br />
by autonomously adjusting<br />
production parameters and detecting<br />
deviations or faults in real time.<br />
This performance depends on seamless<br />
IT integration. Using IoT-enabled<br />
systems, machines, production lines<br />
and the entire factory infrastructure<br />
communicate continuously with one<br />
another. The resulting data streams<br />
provide full transparency and enable<br />
those responsible to optimise<br />
processes on an ongoing basis. Production<br />
planning, material flows and<br />
energy consumption are not only automated,<br />
but also dynamically adapted<br />
to current conditions. This intelligent<br />
responsiveness is a crucial<br />
foundation for achieving both maximum<br />
efficiency and genuine sustainability.<br />
Compressed air – a key energy<br />
source<br />
The intelligent compressed air station<br />
incorporates the latest innovations<br />
and advanced technologies, reliably<br />
meeting the entire compressed<br />
air demand for production with maximum<br />
efficiency and cost-effectiveness.<br />
Compressed air is required<br />
both as plant air for modern manufacturing<br />
systems and as the basis<br />
for on-site nitrogen generation. Highpurity<br />
nitrogen is produced via pressure<br />
swing adsorption (PSA) and is<br />
used for sensitive applications such<br />
as laser material processing. Depending<br />
on demand, the nitrogen is either<br />
used directly or further compressed<br />
downstream and stored in nitrogen<br />
gas cylinder bundles for later use.<br />
A connected compressed air station<br />
for smart energy management<br />
The compressed air station is seamlessly<br />
integrated into the factory’s<br />
digital system landscape. At its heart<br />
is a master compressed air management<br />
system – in this case the Sigma<br />
Air Manager – which serves as both<br />
the central control unit and the interface<br />
to the company’s overarching<br />
control technology. Compressed air<br />
generation is carried out by multiple<br />
components. A variable-speed rotary<br />
screw compressor covers the base<br />
load, continuously adjusting its output<br />
to match demand and supplying<br />
Fig. 3: The Sigma Air Manager is the intelligent<br />
“brain” that connects all components<br />
and ensures an optimal compressed air<br />
supply.<br />
the required flow rate at the necessary<br />
operating pressure to the compressed<br />
air network. When demand<br />
peaks, two smaller fixed-speed units<br />
can be brought online. They primarily<br />
provide redundancy but can also<br />
support higher load requirements<br />
whenever needed. Compressed air<br />
treatment is likewise designed with<br />
built-in redundancy. Two parallel<br />
treatment lines, each equipped with<br />
refrigeration dryers and downstream<br />
coalescence microfilters, ensure consistently<br />
high compressed air quality.<br />
Within this highly integrated production<br />
environment, the compressed<br />
air supply plays a vital role. In industrial<br />
manufacturing, compressed air<br />
is every bit as essential as electricity:<br />
if the power fails, production stops<br />
– and the same applies if the compressed<br />
air supply is interrupted. Accordingly,<br />
requirements for efficiency,<br />
availability and quality are high.<br />
Heizomat’s managing directors were<br />
fully aware of this critical dependency.<br />
For the Green Smart Factory,<br />
they therefore partnered with a<br />
compressed air systems specialist<br />
renowned for its expertise. Kaeser<br />
Kompressoren was entrusted with<br />
the planning and implementation of<br />
a tailor-made compressed air station<br />
designed precisely to meet the factory’s<br />
needs.<br />
Fig. 2: Manufactured in the Green Smart Factory, the pallet shredder turns used pallets and<br />
wood off-cuts into valuable wood chips for sustainable reuse.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
73
Compressors and Systems<br />
Compressed air production<br />
Fig. 4: Air-main charging systems, numerous sensors and decentralised safety stages ensure<br />
an optimal compressed air supply at all times.<br />
measurement system. Sensors for<br />
pressure, temperature, humidity<br />
and pressure dew point are installed<br />
both upstream and downstream of<br />
the centralised compressed air treatment<br />
stage. The system is further<br />
complemented by thermal mass flow<br />
sensors capable of detecting even<br />
the smallest flow rates – for example,<br />
those caused by leaks. In practice,<br />
intake and ambient conditions<br />
within the compressed air station are<br />
continuously monitored by an ambient<br />
sensor that records air pressure,<br />
temperature and relative humidity.<br />
These data provide valuable insight<br />
into operating conditions and allow<br />
conclusions to be drawn regarding<br />
cooling requirements. All measured<br />
values are transmitted in real time via<br />
the network to the master controller.<br />
This information can subsequently be<br />
used, for example, to automatically<br />
control the ventilation system.<br />
Heat recovery and circular thinking<br />
Fig. 5: Exhaust heat from the compressors is recovered and utilised for heating and climate<br />
control in the production halls.<br />
This is particularly critical for sensitive<br />
applications such as fully automated<br />
laser cutting, where purity and reliability<br />
are essential.<br />
Compressed air quality in accordance<br />
with ISO 8573-1<br />
The required compressed air quality<br />
is defined in accordance with ISO<br />
8573-1 (2010). For applications within<br />
the Green Smart Factory, a classification<br />
of 1: 4: 2 (Particulates: Water:<br />
Oil) was specified. In some respects,<br />
these requirements even exceed the<br />
purity criteria of ISO cleanroom class<br />
5 as per ISO 14644-1, underscoring<br />
the exceptionally high-quality standards<br />
of the production operation.<br />
Compliance with these strict limit values<br />
is ensured by a carefully coordinated<br />
system comprising centralised<br />
air treatment, air-main charging systems<br />
and decentralised safety stages.<br />
For supply lines serving particularly<br />
sensitive equipment, additional filter<br />
combinations – microfilters and activated<br />
carbon filters – are installed.<br />
This reduces the total hydrocarbon<br />
content locally to class 1 (0.01 mg/m³),<br />
ensuring maximum process reliability<br />
and product quality.<br />
Monitoring, measuring technology<br />
and quality assurance<br />
Compressed air quality is safeguarded<br />
by a comprehensive multi-sensor<br />
Integrated heat recovery is another<br />
key pillar of the factory’s efficiency<br />
concept. The exhaust heat generated<br />
during compressed air production<br />
is fed into a 50 m³ stratified thermal<br />
storage tank and used to heat both<br />
the production and office areas via<br />
ceiling radiant panels. In summer, with<br />
an alternative water supply, the same<br />
panels can also be used for cooling,<br />
ensuring a comfortable indoor climate<br />
all year round. In principle, the system<br />
could even be expanded to include adsorption<br />
cooling, converting heat into<br />
cooling during the warmer months.<br />
However, this would require a largely<br />
constant heat flow over extended<br />
periods, as well as defined minimum<br />
water temperatures.<br />
Sustainable condensate treatment<br />
Like heat, condensate is an unavoidable<br />
by-product of compressed air<br />
generation. It forms from the moisture<br />
contained in the intake air, which<br />
fluctuates with the seasons and prevailing<br />
weather conditions. As the<br />
compressed air cools after generation,<br />
condensate collects in the aftercooler<br />
and, to a lesser extent, in the<br />
downstream refrigeration dryer. An<br />
74 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Compressed air production<br />
Fig. 6: The large air receiver provides ample<br />
storage capacity, and the AQUAMAT unit installed<br />
in front of it ensures environmentally<br />
friendly condensate treatment.<br />
efficient separation system removes<br />
the condensate from the compressed<br />
air flow and routes it to a dedicated<br />
condensate treatment unit.<br />
As in all other areas, the Green Smart<br />
Factory relies on modern, networked<br />
technology for condensate treatment.<br />
An AQUAMAT i.CF system is<br />
used as an active solution, with sensors<br />
monitoring filter utilisation. This<br />
ensures reliable, efficient condensate<br />
treatment while making optimum use<br />
of filter capacity. Sensors continuously<br />
track the condition and loading of<br />
the closed filter cartridges, while process<br />
data and system messages are<br />
transmitted via the compressed air<br />
station network. Servicing is consequently<br />
predictable, safe, hygienic<br />
and ergonomic. If required, the system<br />
can be expanded on a modular<br />
basis, allowing it to be adapted retrospectively<br />
to accommodate changing<br />
capacity requirements.<br />
Conclusion<br />
Heizomat’s Green Smart Factory provides<br />
an impressive example of how<br />
carbon-neutral industrial production<br />
can be achieved through the intelligent<br />
integration of renewable energy<br />
generation, digitalisation and highly<br />
efficient compressed air technology.<br />
In this concept, the networked compressed<br />
air supply is far more than<br />
a supporting utility – it is a central element<br />
of a holistic energy and production<br />
strategy: smart, efficient and<br />
consistently sustainable. A vision has<br />
become reality – one designed not<br />
only to set new standards, but also to<br />
inspire others. And, incidentally, the<br />
Green Smart Factory is open to visitors.<br />
The Authors: Daniela Koehler,<br />
Graduate Business Economist (MA),<br />
Press Officer;<br />
Dipl-Ing. (FH) Gerhart Hobusch,<br />
Head of Application Engineering<br />
Germany -<br />
both KAESER Kompressoren SE,<br />
Coburg, Germany<br />
EFFICIENT POWER BEAST<br />
IK 22 SERIES | DIRECT-COUPLED<br />
FOR MAXIMUM EFFICIENCY AND<br />
UNCOMPROMISING RELIABILITY<br />
› Maximum efficiency thanks to direct-coupled drive<br />
› Horizontal design saves space and enables fast and<br />
easy maintenance<br />
› Uncompromising BAUER quality for maximum<br />
reliability and operational safety in continuous duty<br />
› B-CLOUD ready as standard for remote access,<br />
remote monitoring and B-APP connectivity<br />
› 22 – 37 kW<br />
› 600 – 4.200 l/min<br />
› 55 – 525 bar<br />
› Air, Nitrogen, Helium, Heliox,<br />
Argon and Neon<br />
www.bauer-kompressoren.de<br />
Discover<br />
product details<br />
NEW!
Compressors and Systems<br />
Air compressors<br />
Air compressor troubleshooting:<br />
A comprehensive guide<br />
to rapid problem resolution<br />
Rodrigo Varela<br />
In modern industrial operations,<br />
compressed air systems function<br />
as critical utilities that power numerous<br />
processes. When these systems<br />
malfunction, the ripple effects<br />
can quickly cascade throughout an<br />
entire facility, potentially resulting<br />
in costly downtime and production<br />
losses. Understanding effective<br />
troubleshooting techniques is,<br />
therefore, essential knowledge for<br />
maintenance teams and operational<br />
staff who rely on these systems.<br />
This article explores the fundamentals<br />
of air compressor troubleshooting,<br />
examining not only the technical<br />
aspects of diagnostic procedures<br />
but also the methodical approach required<br />
to identify and resolve issues<br />
efficiently. By implementing a structured<br />
troubleshooting process, organisations<br />
can significantly reduce<br />
the impact of compressed air system<br />
failures and maintain optimal operational<br />
performance.<br />
What does troubleshooting mean?<br />
Troubleshooting is the systematic<br />
process of identifying, analysing, and<br />
resolving problems within a system<br />
or machine. Rather than employing<br />
guesswork, proper troubleshooting<br />
follows a methodical approach that<br />
isolates variables and tests hypotheses<br />
in a logical sequence. The fundamental<br />
purpose is to determine<br />
the root cause of a malfunction and<br />
restore normal operation as quickly<br />
and efficiently as possible, minimising<br />
downtime and preventing recurring<br />
issues.<br />
In the context of compressed air systems,<br />
effective troubleshooting requires<br />
both technical knowledge<br />
of the equipment and a structured<br />
problem-solving methodology. This<br />
dual approach ensures that maintenance<br />
teams can address a wide<br />
range of potential issues, from simple<br />
filter blockages to complex control<br />
system failures.<br />
How can a breakdown impact your<br />
operation?<br />
When a compressed air system fails,<br />
the consequences extend far beyond<br />
the immediate mechanical issue.<br />
Consider the following impacts:<br />
1. Production standstill:<br />
For many manufacturing processes,<br />
compressed air is an indispensable<br />
utility. Without it, production lines can<br />
come to a complete halt, creating bottlenecks<br />
throughout the operation.<br />
76 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Air compressors<br />
2. Financial losses:<br />
Downtime directly translates to financial<br />
losses through missed production<br />
targets and idle labour costs. Industry<br />
estimates suggest that downtime can<br />
cost between € 11,500 and € 58,000<br />
per hour for medium to large manufacturing<br />
operations.<br />
3. Delivery delays:<br />
Production interruptions often lead<br />
to delivery shortages to customers,<br />
which can damage business relationships<br />
and result in reputation losses,<br />
particularly in just-in-time manufacturing<br />
environments.<br />
4. Quality issues:<br />
Intermittent compressed air system<br />
problems might not cause complete<br />
shutdowns but can lead to quality defects<br />
in products that rely on precise<br />
pneumatic operations.<br />
5. Additional stress:<br />
System failures create pressure on<br />
maintenance teams and production<br />
managers to resolve issues quickly,<br />
potentially leading to rushed decisions<br />
and incomplete fixes.<br />
Given these significant impacts, a systematic<br />
approach to troubleshooting<br />
becomes not merely helpful but essential<br />
to operational resilience.<br />
How to conduct troubleshooting<br />
effectively (step-by-step)<br />
1. The detective's first rule:<br />
Listen carefully<br />
Begin by interviewing operators<br />
about symptoms, timing, and changes<br />
before the problem occurred. Ask<br />
about unusual sounds, performance<br />
changes, or warning indicators. Questions<br />
like “Is the compressor making<br />
unusual noises?” or “Did it stop suddenly?”<br />
can yield crucial insights, establishing<br />
a baseline understanding<br />
before physical inspection.<br />
2. The power of observation:<br />
Visual assessment<br />
Conduct a thorough visual inspection<br />
for obvious issues. Look for oil<br />
leaks, cracked hoses, loose wires,<br />
or blocked vents. Check pressure<br />
gauges, temperature indicators, and<br />
warning lights. Examine belt tension,<br />
coupling alignment, and signs<br />
of overheating or vibration. These<br />
checks can identify safety hazards<br />
that require immediate attention before<br />
deeper troubleshooting.<br />
3. Back to basics:<br />
Power and airflow verification<br />
Verify fundamental operational requirements.<br />
Ensure proper electrical<br />
power supply with correct voltage.<br />
Check that emergency stops are reset<br />
properly. Examine intake filters<br />
for blockages and cooling systems<br />
for proper function. Confirm circuit<br />
breakers and fuses are intact. These<br />
basic checks often resolve seemingly<br />
complex problems quickly.<br />
4. The methodical mind:<br />
Structured diagnosis<br />
Use troubleshooting checklists that<br />
match symptoms to likely causes.<br />
Follow a logical elimination process,<br />
working from most to least likely<br />
problems based on symptoms. Consult<br />
manufacturer documentation<br />
and maintenance history for context.<br />
Consider both mechanical components<br />
and control systems as potential<br />
problem sources.<br />
5. The scientific method:<br />
Isolate variables<br />
Test one component at a time to<br />
clearly identify cause-and-effect relationships.<br />
If you suspect a clogged filter,<br />
replace it and test before making<br />
other changes. Document each test<br />
and result. Isolate sections of piping<br />
to locate leaks or bypass control<br />
components to identify faults. Resist<br />
making multiple changes simultaneously,<br />
which obscures which action<br />
resolved the issue.<br />
6. The expert’s solution:<br />
Precise intervention<br />
Implement appropriate solutions with<br />
precision. Replace components with<br />
manufacturer-specified parts. Use<br />
proper techniques for repairs to prevent<br />
introducing new problems. Adjust<br />
control parameters carefully to<br />
match operational requirements. Ensure<br />
fixes address root causes rather<br />
than merely treating symptoms.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
77
Compressors and Systems<br />
Air compressors<br />
7. The proof in practice:<br />
Verification testing<br />
Restart the system and observe operation<br />
through a complete cycle. Monitor<br />
pressure, temperature, and power<br />
consumption. Listen for unusual<br />
noises or vibrations. Test under normal<br />
load conditions to ensure repairs<br />
hold up under typical demands. This<br />
verification prevents premature assumptions<br />
of success.<br />
warnings. Develop operator inspection<br />
checklists to catch developing<br />
problems. Consider service agreements<br />
for regular professional maintenance.<br />
This transition from reactive<br />
to preventive approaches improves<br />
reliabili ty and reduces ownership<br />
costs.<br />
Advanced troubleshooting<br />
techniques<br />
Beyond the basic steps, several advanced<br />
techniques can enhance troubleshooting<br />
effectiveness:<br />
1. Data analysis:<br />
Utilise trend data from monitoring<br />
systems to identify patterns that precede<br />
failures, allowing for predictive<br />
maintenance.<br />
2. Thermal imaging:<br />
Common compressed air system issues and solutions<br />
Employ infrared cameras to detect<br />
hotspots in electrical components<br />
or mechanical systems before they<br />
cause failures.<br />
3. Ultrasonic detection:<br />
Use ultrasonic equipment to locate<br />
air leaks that are otherwise impossible<br />
to detect visually or audibly.<br />
4. Vibration analysis:<br />
Monitor vibration signatures to identify<br />
bearing wear, misalignment, or<br />
imbalance before catastrophic failure<br />
occurs.<br />
5. Oil analysis:<br />
Test compressor lubricant to detect<br />
metal particles that indicate internal<br />
component wear.<br />
While each breakdown has unique characteristics, certain issues occur<br />
frequently in compressed air systems:<br />
Problem Potential causes Troubleshooting steps<br />
8. The knowledge transfer:<br />
Educational opportunity<br />
Explain to operators and maintenance<br />
staff what went wrong and<br />
why. Provide guidance on warning<br />
signs that could help identify similar<br />
issues earlier. Discuss maintenance<br />
procedures that might have prevented<br />
the breakdown. This knowledge<br />
sharing helps prevent recurrence and<br />
builds system understanding.<br />
Low pressure<br />
Excessive energy consumption<br />
Air leaks, inadequate<br />
compressor size,<br />
clogged filters, control<br />
system issues<br />
Inefficient control system,<br />
leaks, operating at<br />
higher pressure than<br />
necessary<br />
Check system for leaks,<br />
verify compressor capacity<br />
against demand,<br />
inspect and clean filters,<br />
check pressure<br />
switch settings<br />
Conduct leak audit,<br />
optimise pressure settings,<br />
consider VSD<br />
technology, evaluate<br />
control strategy<br />
9. The historical record:<br />
Comprehensive documentation<br />
Record symptoms, diagnostic steps,<br />
and resolution in your maintenance<br />
system. Document parts replaced,<br />
adjustments made, and settings<br />
changed. Note environmental or operational<br />
factors that contributed to the<br />
failure. This documentation becomes<br />
valuable for future troubleshooting<br />
and reveals patterns over time.<br />
Moisture in air lines<br />
Compressor will not<br />
start<br />
Failed or undersized<br />
dryer, excessive ambient<br />
humidity, improper<br />
draining<br />
Electrical issues, safety<br />
circuits engaged, control<br />
system faults<br />
Check dryer operation,<br />
verify dryer sizing,<br />
ensure automatic<br />
drains are functioning,<br />
consider dew point<br />
monitoring<br />
Check power supply,<br />
verify emergency stop<br />
status, inspect control<br />
circuit, test motor<br />
starter<br />
10. The prevention strategy:<br />
Proactive maintenance planning<br />
Recommend preventive maintenance<br />
schedules based on the identified<br />
issue. Suggest condition monitoring<br />
tools that could provide early<br />
Excessive noise<br />
Worn bearings,<br />
coupling misalignment,<br />
loose components, improper<br />
installation<br />
Inspect bearings<br />
and couplings, check<br />
mounting and isolation,<br />
tighten loose components,<br />
verify proper<br />
foundation<br />
78 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Air compressors<br />
These advanced techniques can<br />
transform troubleshooting from<br />
a reactive process to a predictive<br />
one, significantly reducing unplanned<br />
downtime.<br />
Familiarity with these common<br />
issues accelerates the troubleshooting<br />
process by providing<br />
likely starting points for investigation.<br />
Conclusion<br />
Effective air compressor troubleshooting<br />
requires a balance<br />
of technical knowledge and methodical<br />
approach. By following<br />
the structured process outlined<br />
in this article, maintenance<br />
teams can identify and resolve<br />
compressed air system issues efficiently,<br />
minimising the operational<br />
impact of breakdowns.<br />
Key takeaways for improving<br />
your troubleshooting process include:<br />
3. Train personnel on both the<br />
technical aspects of compressed<br />
air systems and structured problem-solving<br />
methodologies<br />
4. Transition from reactive to<br />
preventive strategies by incorporating<br />
lessons learned from each<br />
breakdown<br />
5. Partner with compressed air<br />
specialists who can provide expertise<br />
and support for complex<br />
issues<br />
Remember that the most effective<br />
troubleshooting is the<br />
kind you rarely need to perform<br />
because preventive and<br />
predictive maintenance practices<br />
have already addressed potential<br />
issues before they cause<br />
breakdowns. Working with a<br />
knowledgeable compressed air<br />
service partner can help develop<br />
comprehensive maintenance<br />
plans that significantly reduce<br />
the need for emergency troubleshooting<br />
while improving overall<br />
system reliability and efficiency.<br />
By implementing these approaches,<br />
organisations can<br />
transform compressed air system<br />
maintenance from a reactive<br />
emergency response to a strategic<br />
asset management practice,<br />
delivering improved uptime, reduced<br />
operating costs, and enhanced<br />
production reliability.<br />
The Author: Rodrigo Varela,<br />
Senior Director Aftermarket,<br />
ELGi Europe<br />
ELGi Compressors s.r.l.<br />
Dreve Richelle 167<br />
1410 Waterloo, Belgium<br />
euenquiry@elgi.com<br />
www.elgi.com/eu<br />
1. Adopt a systematic approach<br />
rather than relying on guesswork<br />
or trial-and-error methods<br />
2. Document thoroughly to build<br />
an institutional knowledge base<br />
that supports future troubleshooting<br />
The multi-talent<br />
for all consistencies<br />
The unique Eirich mixing principle opens up the<br />
world of process technology to you. We invented<br />
and refined it to improve our customers and their<br />
products.<br />
Day after day.<br />
eirich.com<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
79
Compressors and Systems<br />
Compressed air management<br />
Smart maintenance tools<br />
Reducing energy costs by 50 per cent, thanks<br />
to efficient compressed air management<br />
About 86 per cent of a company’s<br />
operating costs are energy costs.<br />
Compressed air is a very expensive,<br />
yet indispensable type of energy.<br />
Considering rising energy prices<br />
and the increasing political pressure<br />
to reduce CO 2<br />
emissions, companies<br />
should pay special attention to<br />
these “energy gobblers”. Half of all<br />
energy costs can be saved with efficient<br />
solutions provided by BOGE,<br />
compressor manufacturer.<br />
Fig. 2: The airtelligence provis 3 continuously optimises energy consumption: a reduction by<br />
merely 1 bar saves as much as 10 per cent in energy costs.<br />
Protecting budgets and the environment<br />
with sustainable compressed<br />
air generation: If industrial companies<br />
adjust the right elements, they<br />
will be rewarded with high savings<br />
potential and improved economy.<br />
This is how companies can halve their<br />
required energy requirements for<br />
compressed air generation, for example.<br />
This protects resources and lowers<br />
operating costs. Using smart tools<br />
provided by BOGE, companies can<br />
identify and use this potential.<br />
Regular maintenance is indispensable<br />
for the efficient use of compressed<br />
air. After all, wear on seals<br />
and hoses can have significant financial<br />
consequences. Leaks are among<br />
the major and most common causes<br />
of energy losses in compressed<br />
air systems. Without regular maintenance,<br />
they will often remain undetected,<br />
wasting up to 50 per cent of<br />
a system’s energy. To prevent this,<br />
BOGE has integrated a leak monitor<br />
in the control of its compressors. “The<br />
monitor records leaks during downtimes,<br />
thus allowing precise identification<br />
and rapid elimination of energy<br />
losses. This means that significant<br />
costs can be saved with minimal effort”,<br />
explains Frank Hilbrink, BOGE<br />
Product Manager.<br />
Another important area where companies<br />
can lower energy costs, and<br />
can therefore be more economical,<br />
is heat recovery. Up to 94 per cent of<br />
energy used during compressed air<br />
generation can be re-used as heat. In<br />
this process, BOGE diverts the waste<br />
heat from the compression process,<br />
specific to each compressor. It can<br />
then be used to heat rooms or water,<br />
for example. Compressors manufactured<br />
by others can also be retrofitted<br />
with BOGE’s heath recovery system.<br />
The average payback period is<br />
merely four months.<br />
Smart control optimises<br />
compressor utilization<br />
Fig. 1: With extensive measures, BOGE not only helps its partners to lower operating costs<br />
but also makes an active contribution to better sustainability and climate protection.<br />
An interlocking control, such as the<br />
BOGE airtelligence provis 3, makes<br />
the entire compressed air management<br />
efficient and adaptable. The<br />
intelligent control solution ensures<br />
the ideal utilisation of compressed<br />
air systems. The software integrates<br />
an unlimited number of components<br />
80 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors and Systems<br />
Compressed air management<br />
Fig. 3: Up to 94 per cent of energy used during compressed air generation can be<br />
re-used as heat.<br />
and, based on requirement, works<br />
out the perfect compressor configuration<br />
for a specific time during operation.<br />
The smart tool is therefore particularly<br />
suitable for highly fluctuating<br />
compressed air requirements and<br />
mixed compressor combinations. Additionally,<br />
the airtelligence provis 3<br />
continuously optimises energy consumption:<br />
a reduction by merely 1<br />
bar saves as much as 10 per cent in<br />
energy costs.<br />
Furthermore, the interlocking control<br />
helps with energy audits. Since 2015,<br />
the German Federal Government has<br />
obliged companies to perform regular<br />
energy audits or to introduce an energy<br />
management system in accordance<br />
with ISO 50001. Smart software solutions,<br />
like those provided by BOGE,<br />
allow the integration of relevant data<br />
sources without recording actual usage<br />
data. The analysis of this data<br />
helps to identify energy savings potential<br />
and to meet the requirements<br />
of the certification process. If a company<br />
receives its certification, it will<br />
benefit from certain tax relief. With<br />
these measures, BOGE not only helps<br />
its partners to lower operating costs<br />
but also makes an active contribution<br />
with them to better sustainability and<br />
climate protection.<br />
BOGE KOMPRESSOREN<br />
Otto Boge GmbH & Co. KG<br />
Bielefeld, Germany<br />
www.boge.com<br />
Come and see for yourself:<br />
www.harnisch.com<br />
Perfectly positioned.<br />
The international specialist magazines from Dr. Harnisch Publications<br />
You can now explore our newly designed website, with a<br />
clear focus on responsive design and easily usable applications.<br />
Alongside the free-to-use digital magazine editions, you will<br />
fi nd bonus news coverage, events, subscription and<br />
general information on all our magazines. Take a look at<br />
www.harnisch.com for all relevant content.<br />
Our publications include:<br />
- <strong>Technology</strong> & Marketing -
<strong>Components</strong><br />
Frequency converter<br />
Efficient driving of high-speed motors<br />
Three-level technology for a<br />
new turbo compressor<br />
In the new turbo compressors by<br />
BOGE, the three-level technology<br />
of frequency converter SD2M by<br />
SIEB & MEYER can fully show its<br />
advantages. It ensures low rotor<br />
losses preventing excessive heating<br />
of the motor, which is extremely<br />
problematic in high-speed applications.<br />
Thanks to several, individual<br />
adaptations – for example a Modbus<br />
interface and optimized water cooling<br />
– the innovative frequency converter<br />
by SIEB & MEYER is the ideal solution<br />
for this sophisticated application.<br />
Fig. 1: The frequency converters operate one or two DC motors in the compressors that<br />
provide the different compressing stages. Image: BOGE<br />
BOGE is one of the leading global<br />
players in the field of compressors<br />
and compressed air systems. From<br />
food and plastics sector to steel and<br />
even pharmaceutical industry, numerous<br />
companies appreciate the high<br />
reliability, efficiency and economic<br />
viability of the various compressed<br />
air solutions. The portfolio ranges<br />
from individual compressors or compressed<br />
air components to complete<br />
system and service solutions. In the<br />
latter case, BOGE not only takes over<br />
the complete installation but also the<br />
inspection and maintenance of the<br />
system.<br />
Three-stage compression<br />
The BOGE product range of turbo<br />
compressors will shortly be extended<br />
by a 230 kW device. “Our turbo compressors<br />
save resources and energy.<br />
They can do without a drop of oil and<br />
reduce the noise level to a minimum<br />
despite the high speeds involved,” described<br />
Peter Boldt, head of the turbo<br />
development at BOGE. “The low-wear<br />
turbo technology sets entirely new<br />
standards regarding efficiency and<br />
cost savings.”<br />
In the new 3-stage turbo compressors<br />
BOGE uses multilevel converters by<br />
Fig. 2: BOGE extends its product range<br />
of turbo compressors with a 230 kW device<br />
that is equipped with the frequency<br />
converter SD2M by SIEB & MEYER.<br />
Image: BOGE<br />
SIEB & MEYER – specifically, the series<br />
SD2M with 150 kW and 75 kW. These<br />
frequency converters operate one or<br />
two permanent magnet DC motors in<br />
the compressors. Converter number<br />
one drives the compressor stages 1<br />
and 2, converter number two drives<br />
the compressor stage 3. “The motors<br />
work with different speeds of about<br />
35,000 or 55,000 revolutions each,”<br />
said Peter Boldt. “By means of the<br />
interface to the compressor control,<br />
the speeds of the motors are synchronized<br />
to each other.”<br />
Efficient and cost-saving<br />
The used drive technology is also<br />
highly efficient in other areas. Owing<br />
to the SIEB & MEYER frequency<br />
converters, the turbo compressors<br />
come with particularly compact dimensions.<br />
In contrast to competitive<br />
products, devices by SIEB & MEYER<br />
can do without motor LC filters or<br />
motor chokes, which are very large<br />
and heavy as well as costly and wiring-intensive.<br />
This reduces the footprint<br />
of the overall system. In addition,<br />
the supplier integrated water<br />
cooling in the devices on the request<br />
of the compressor manufacturer.<br />
Particularly important: thanks to the<br />
forward-looking converter technology,<br />
the overall efficiency of the turbo<br />
compressors was enhanced, resulting<br />
in lower energy costs. “We<br />
talk about savings of 3 to 5 percent,”<br />
confirmed Peter Boldt. “That doesn't<br />
sound like much at first – but considering<br />
that the turbo compressor<br />
draws about 230 kW electrical power<br />
per hour, the users save a lot of money<br />
over the time.”<br />
For BOGE, however, the most important<br />
advantage of the SIEB & MEYER<br />
products is that these frequency converters<br />
were specially designed for<br />
82 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Frequency converter<br />
high speeds. “Competitive devices<br />
may perform significantly worse in<br />
terms of efficiency and require more<br />
peripheral devices such as motor<br />
LC filters,” emphasized Peter Boldt.<br />
“With this supplier, our experience<br />
regarding converter efficiency has<br />
been very good, especially concerning<br />
the prevention of rotor losses,<br />
which is a crucial factor in high-speed<br />
applications.”<br />
higher switching frequencies. In addition,<br />
the motor is loaded with only<br />
50 % of the voltage jumps compared<br />
to two-level technology. Three-level<br />
technolo gy alone can reduce the losses<br />
generated in the rotor by about<br />
75 %. If the switching frequency is<br />
also doubled, the losses in the rotor<br />
can be reduced by up to 90 %. Therefore,<br />
LC filters are often not required<br />
anymore – as in this application.<br />
Reducing motor losses<br />
New technology on the horizon<br />
“This is exactly what our solutions<br />
are tailored to,” confirmed Markus<br />
Finselberger, director sales drive<br />
electronics at SIEB & MEYER. “With<br />
our products, converter-based motor<br />
losses are significantly reduced<br />
compared to competitive products.<br />
Beside the lower motor heating, the<br />
system efficiency is increased and<br />
power consumption is reduced. This<br />
in turn saves costs – a win-win for<br />
the user.” The background: about<br />
90 % of all losses caused by the converter<br />
occur in the rotor. These losses<br />
result in heat that can damage the<br />
motor. Taking into account the small<br />
rotor volume as a design-specific<br />
factor of high-speed motors, further<br />
temperature problems are the outcome.<br />
The SD2x frequency converter<br />
family comes with control techniques<br />
that ensure a much smaller<br />
proportion of harmonic frequencies<br />
in the motor current.<br />
Fig. 3: The three-level technology used in the<br />
frequency converter SD2M can reduce the<br />
losses generated in the rotor by about 75 %.<br />
Image: SIEB & MEYER AG<br />
In comparison with the conventional<br />
two-level converter technology, the<br />
three-level technology used in the<br />
frequency converter SD2M goes even<br />
further: only half the voltage is supplied<br />
to the power semiconductors of<br />
the output stages. This makes the use<br />
of power semiconductor designed<br />
for much lower voltages possible.<br />
Better yet, these semiconductors<br />
can switch faster. The result: there<br />
are fewer switching losses in the output<br />
stage, which enables significantly<br />
So far so good – and it gets even better:<br />
BOGE plans additional turbo<br />
compressors for their product range<br />
that could be operated by devices<br />
from the new SD4x product family<br />
by SIEB & MEYER. The latter ensure<br />
operation of high-speed motors with<br />
even fewer losses. They also support<br />
PWM switching frequencies of 24 and<br />
32 kHz. For an even finer modulation<br />
of the sine-wave signal, a commutation<br />
angle control for 32, 48 and<br />
64 kHz is also integrated now. The<br />
result is an almost optimal sine with<br />
nearly no harmonic currents. Moreover,<br />
the power loss caused by the<br />
PWM can be reduced even further.<br />
SIEB & MEYER AG,<br />
Lüneburg, Germany<br />
info@sieb-meyer.de<br />
www.sieb-meyer.com<br />
PRECISION DOESN’T HAPPEN<br />
BY CHANCE ...<br />
... it’s something you can calibrate<br />
DAkkS, ISO, AMS, and CQI: We offer a wide range<br />
of calibration services. Experience the advantages<br />
of reliable, traceable, and audit-ready measuring<br />
chain – so you can focus on your core business.<br />
↘ https://jmo.to/calibrate
<strong>Components</strong><br />
Condition Monitoring<br />
From normative vibration assessment to<br />
learning-based condition monitoring –<br />
Condition monitoring of rotating machines<br />
with dynamic tolerance bands and AI<br />
Frank Ringsdorf<br />
Monitoring rotating machines for<br />
vibrations and bearing damage has<br />
been a central element of industrial<br />
maintenance strategies for decades.<br />
Vibration monitoring in particular<br />
has established itself as a proven<br />
means of detecting mechanical<br />
damage at an early stage and avoiding<br />
unplanned downtime. Classic<br />
concepts are predominantly based<br />
on normatively defined evaluation<br />
parameters and static limit values.<br />
However, with increasing plant complexity,<br />
variable operating conditions<br />
and rising demands on availability<br />
and efficiency, these methods<br />
are reaching their limits. Today’s<br />
modern condition monitoring systems<br />
must not only measure, but<br />
also understand correlations. This is<br />
where learning-based, data-driven<br />
approaches come in, which evaluate<br />
vibration and process data in context<br />
and assess it dynamically.<br />
Normative basis for vibration and<br />
condition monitoring<br />
Machine vibrations are now assessed<br />
on the basis of DIN ISO 20816, which<br />
has completely replaced the previous<br />
ISO 10816 standard. The standard<br />
describes how to assess the vibration<br />
condition based on the vibration velocity<br />
and classifies machine conditions<br />
into four assessment zones –<br />
from unremarkable to critical.<br />
In addition, DIN ISO 17359 describes<br />
the systematic development of condition-based<br />
maintenance strategies. It<br />
explicitly requires the consideration<br />
of several condition variables, trend<br />
analyses and continuous adaptation<br />
of the evaluation logic to real operating<br />
conditions.<br />
Both standards provide an important<br />
framework, but deliberately do<br />
not define specific algorithms for<br />
anomaly detection. Practical implementation<br />
is left to the user – and this<br />
is precisely where the limitations of<br />
static limit values become apparent.<br />
State of the art: Vibration and roller<br />
bearing diagnostics<br />
In industrial practice, vibrations in<br />
motors, pumps, fans and compressors<br />
are mainly detected using acceleration<br />
or vibration velocity sensors.<br />
Measuring vibration acceleration is<br />
considered particularly useful for<br />
bearing damage analysis.<br />
Special bearing damage parameters<br />
that evaluate high-frequency shock<br />
pulses have become established for<br />
condition monitoring of roller bearings.<br />
Parameters such as k(t), BCU<br />
or kurtosis values allow early detection<br />
of incipient bearing damage. In<br />
a more advanced diagnostic stage,<br />
the time signal is converted into an<br />
envelope frequency spectrum in order<br />
to identify damage symptom frequencies<br />
of individual bearing components.<br />
These methods are technically mature<br />
and deliver reliable results under<br />
constant operating conditions.<br />
However, their significance decreases<br />
significantly as soon as the speed,<br />
load or process conditions change dynamically.<br />
Limits of static thresholds in realworld<br />
operation<br />
Fig. 1: Modern condition monitoring systems for pumps must understand correlations and<br />
generate the right value-added information for maintenance. Image: Shutterstock/Doin<br />
Traditional monitoring systems work<br />
with fixed thresholds that are set<br />
for a defined operating point. In real-world<br />
plants, however, operating<br />
conditions change continuously.<br />
84 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Condition Monitoring<br />
Fig. 2: Dynamic tolerance bands take variable operating conditions into account<br />
Speeds vary, flow rates change, and in isolation. Interactions between mechanical<br />
behaviour and process sta-<br />
media conditions fluctuate. This variability<br />
inevitably leads to greater dispersion<br />
of measured values – even though they are crucial for evaluating<br />
tus are not taken into account, even<br />
when there are no faults. In such cases,<br />
static thresholds either generate<br />
the plant status.<br />
false alarms or must be widened to Learning-based condition monitoring<br />
and industrial analytics<br />
such an extent that relevant anomalies<br />
are detected too late.<br />
Learning-based monitoring systems<br />
In addition, classic systems often consider<br />
vibration and process variables proach. They record the typical<br />
take a fundamentally different ap-<br />
operating<br />
behaviour of a machine in<br />
fault-free condition and model this<br />
behaviour in a data-driven manner.<br />
Instead of individual limit values, dynamic<br />
tolerance bands are created<br />
that continuously adapt depending<br />
on the current operating point. Vibration<br />
characteristics are analysed<br />
together with process variables and<br />
placed in a functional context.<br />
Modern probabilistic AI models learn<br />
probability distributions rather than<br />
individual target values. This allows<br />
deviations to be quantitatively evaluated<br />
and risks to be made transparent.<br />
The sensitivity of the monitoring<br />
can be adjusted depending on the application<br />
without the need for manual<br />
limit definitions.<br />
CONDInet as an IoT and AI system<br />
solution<br />
CONDInet implements this approach<br />
in the form of a modular, learningbased<br />
condition monitoring system.
<strong>Components</strong><br />
Condition Monitoring<br />
Benefits for maintenance and<br />
operation<br />
The combination of standard-compliant<br />
vibration monitoring and learning-based<br />
analysis provides significantly<br />
more information than<br />
traditional systems. Changes in plant<br />
behaviour are detected earlier, better<br />
classified and presented in a comprehensible<br />
manner.<br />
Fig. 3: CONDInet provides clear status information and everything remains in the local network<br />
without a cloud connection.<br />
The solution combines classic vibration<br />
diagnostics with AI-supported<br />
analysis of vibration and process data.<br />
Sensors record vibration parameters,<br />
bearing condition indicators and optional<br />
process variables. Monitoring<br />
devices calculate standard-compliant<br />
parameters and make them available<br />
in a standardised form via an<br />
IoT gateway. The subsequent analysis<br />
takes place in a web-based AI platform<br />
that automatically learns typical<br />
plant behaviour.<br />
It is particularly interesting that<br />
CONDInet’s AI is on-premise, meaning<br />
that the data does not have to be<br />
transferred from the company network<br />
to the cloud.<br />
The central element is the creation of<br />
dynamic tolerance bands for all monitored<br />
metrics. Deviations are not<br />
evaluated as mere limit violations,<br />
but as context-dependent anomalies.<br />
An aggregated AI index summarises<br />
the current plant status as a dimensionless<br />
characteristic value and enables<br />
intuitive status evaluation.<br />
Visualisation, alerting and<br />
operation<br />
The results of the analysis are visualised<br />
via web-based dashboards. In<br />
addition to trends for individual metrics,<br />
status indicators, heat maps and<br />
time series of tolerance bands are<br />
also available.<br />
The system clearly distinguishes<br />
between training and monitoring<br />
modes. During the training phase,<br />
the reference behaviour is established,<br />
while in the monitoring phase,<br />
continuous evaluation takes place in<br />
real time. Alarms are only triggered in<br />
the event of persistent, significant deviations,<br />
which significantly reduces<br />
false alarms.<br />
The solution can be used both cloudbased<br />
and on-premise and can be integrated<br />
into existing control systems<br />
via standardised interfaces.<br />
Maintenance personnel receive a<br />
sound basis for decision-making regarding<br />
condition-based measures,<br />
operators benefit from higher availability<br />
and reduced downtime costs,<br />
and plant manufacturers can monitor<br />
their machines throughout their<br />
entire life cycle using data.<br />
Conclusion<br />
Simply monitoring vibration parameters<br />
against fixed limits is increasingly<br />
insufficient for the requirements<br />
of modern industrial plants. Learning-based<br />
systems with dynamic<br />
tolerance bands represent a logical<br />
further development that meets normative<br />
requirements while also doing<br />
justice to real operating conditions.<br />
CONDInet shows how classic vibration<br />
diagnostics, IoT architecture and<br />
artificial intelligence can be combined<br />
to form a holistic condition monitoring<br />
system – from measurement to<br />
well-founded condition assessment.<br />
The Author:<br />
Frank Ringsdorf<br />
AVIBIA GmbH<br />
Engelskirchen, Germany<br />
www.avibia.de<br />
86 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Flow Solutions<br />
From components to integrated<br />
Flow Solutions – Building reliable<br />
water networks together<br />
Florian Albrecht<br />
The effects of climate change are<br />
putting significant stress on municipal<br />
infrastructure, and water networks<br />
in particular. Integrated Flow<br />
Solutions that combine a wide range<br />
of materials and components with<br />
modularity and prefabrication, are<br />
ideally suited to increase network<br />
resilience. Leveraging their expertise<br />
in municipal infrastructure, GF<br />
and VAG are already delivering a<br />
measurable impact in the field with<br />
NeoFlow Plug-and-Play Chambers.<br />
The urgency of this transformation<br />
is evident. Water as an essential resource<br />
is impacted by three major<br />
trends: Climate change, urbanization<br />
and aging infrastructure are putting<br />
unprecedented pressure on municipal<br />
water networks worldwide.<br />
On the one hand, extreme weather<br />
events have become more frequent.<br />
The IPCC (Intergovernmental Panel<br />
on Climate Change) estimates that<br />
for every additional degree of global<br />
warming, the atmosphere can<br />
absorb 7 % more moisture, which<br />
significantly increases the likelihood<br />
of heavy rainfall. 1 This puts infrastructure<br />
such as drainage and sewer systems<br />
under significant stress.<br />
At the same time, water scarcity is<br />
intensifying due to the effects of climate<br />
change. Northern Europe’s historic<br />
precipitation deficit between<br />
February and April 2025 is only one<br />
example of many. 2 Water scarcity is<br />
further exacerbated by population<br />
growth, leading experts to predict<br />
that water demand will exceed supply<br />
by 40 % by the year 2030. 3<br />
Lastly, many water networks are<br />
struggling due to the combination<br />
of increasing urbanization and aging<br />
water infrastructure. In many countries,<br />
a significant portion of potable<br />
water is lost through leakages before<br />
it ever reaches an outlet. Across<br />
the EU, estimates are as high 25 %. 4<br />
This issue is compounded by a lack of<br />
skilled labour experienced across the<br />
municipal water sector.<br />
So how can these three major challenges<br />
be met? While they have complex<br />
and varied causes, it has become<br />
clear that strengthening water infrastructure<br />
is the key to a more resilient<br />
water supply. But in order to achieve<br />
this goal efficiently and cost-effectively,<br />
it is crucial to rethink the way water<br />
infrastructure is designed, installed,<br />
and operated.<br />
From material diversity to system<br />
compatibility<br />
Water networks are rarely homogeneous.<br />
Decades of incremental<br />
expansion, varying standards and<br />
codes, as well as conservative planning<br />
mean that mixed-material water<br />
networks, where iron, steel, concrete<br />
and polymers coexist, are standard.<br />
This adds complexity while operating<br />
and maintaining these networks: Mismatched<br />
components, incompatible<br />
materials, or installation errors can<br />
impact performance and increase the<br />
probability of leakages, failure or an<br />
inefficient operation.<br />
Integrated Flow Solutions address<br />
this challenge at the system level.<br />
Rather than treating pipes, valves,<br />
and sensors as separate items, they<br />
are engineered to function as a unified<br />
system. This ensures material<br />
compatibility and reduced installation<br />
complexity, while leveraging<br />
connection methods specifically designed<br />
for mixed-material piping simplifies<br />
the integration in existing networks.<br />
Overall, this approach greatly<br />
lowers the risk of leakages which in<br />
turn minimizes maintenance costs.<br />
Pressure management as a key<br />
lever against water loss<br />
Fig. 1: Following a plug-and-play approach, integrated Flow Solutions ensure compatibility,<br />
speed up the installation, and simplify logistics. All images GF<br />
Especially in ever-expanding cities,<br />
water networks are frequently overpressurized<br />
to meet growing demands,<br />
shortening the lifespan<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
87
<strong>Components</strong><br />
Flow Solutions<br />
site to controlled manufacturing environments,<br />
utilities can compensate<br />
for workforce constraints while maintaining<br />
high quality and safety standards.<br />
Crucially, pre-fabrication also<br />
provides a high degree of flexibility,<br />
allowing utilities tailor Flow Solutions<br />
to their individual needs.<br />
Integrated Flow Solutions<br />
Fig. 2: Crucial for longevity: In today’s complex water networks, couplers need to able to deal<br />
with a wide variety of materials and diameters. GF addresses this with its MULTI/JOINT system<br />
for quick, safe and simple connections.<br />
Swiss company GF is reshaping itself<br />
to become the global leader for<br />
Flow Solutions for Buildings, Industry<br />
and Infrastructure. With the acquisition<br />
of the German VAG-Group in<br />
October 2025, GF now benefits from<br />
VAG’s globally recognized metal valve<br />
technologies. By combining GF’s polymer<br />
piping systems and connection<br />
of pipes and fittings and causing<br />
leakages. One of the most effective<br />
tools for reducing non-revenue water<br />
is therefore pressure management.<br />
Pressure reducing valves (PRVs) are<br />
widely considered an ideal solution<br />
as they reduce the flow rates of existing<br />
leaks and limit unnecessary mechanical<br />
stress on the infrastructure,<br />
resulting in lower burst rates and<br />
prolonged asset life. Studies have<br />
shown that lowering the pressure of<br />
water networks by 25 % can reduce<br />
the occurrence of pipe bursts by up<br />
to 75 %. 5 Combined with hydraulic<br />
modelling and optional instrumentation<br />
such as sensors and flow meters,<br />
pressure reducing valves are an<br />
efficient solution for district metering<br />
areas (DMAs).<br />
Streamlined installation thanks to<br />
pre-fabrication<br />
In order for integrated Flow Solutions<br />
to have a lasting impact on water networks,<br />
it is not enough to focus on<br />
the seamless interaction of pipes,<br />
valves and sensors. The ability to<br />
quickly implement them whenever<br />
and wherever they are needed is crucial<br />
for operators and installers. However,<br />
across the EU, labour and skills<br />
shortages have reached critical levels,<br />
particularly in infrastructure‐intensive<br />
sectors such as construction,<br />
utili ties, and mechanical installation.<br />
Fig. 3: Pressure management is one of the most effective tools to get the most out of water<br />
networks. Pictured here is GF’s NeoFlow Pressure Reducing Valve.<br />
For utilities, this shortage translates<br />
directly into longer project timelines,<br />
higher execution risk, and increased<br />
dependence on external contractors.<br />
As a result, utilities are increasingly<br />
prioritizing speed, predictability, and<br />
simplicity of execution over bespoke<br />
designs that demand high labour intensity.<br />
Pre‐fabricated and factory‐tested solutions<br />
reduce on‐site installation<br />
time, minimize specialized labour<br />
requirements, and lower the risk<br />
of assembly errors, enabling utilities<br />
to deploy infrastructure with a<br />
plug‐and‐play approach. By transferring<br />
complexity from the construction<br />
technologies and VAG’s high-performance<br />
metal valves — including gate,<br />
knife-gate, butterfly, penstock, control,<br />
check and air valves used in critical<br />
infrastructure such as water networks,<br />
dams, desalination and power<br />
plants — GF can now deliver end-toend<br />
Flow Solutions for the water sector.<br />
The goal of the acquisition is to<br />
improve compatibility across components,<br />
simplify sourcing and logistics,<br />
strengthen local support, and provide<br />
solutions designed to reduce leakages,<br />
lower maintenance costs and increase<br />
network longevity. This is supported<br />
by VAG’s ability to supply both<br />
commodity standards and customized<br />
solutions for a huge variety of valves.<br />
88 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Flow Solutions<br />
Renewing aging water networks<br />
efficiently<br />
In the wake of increasingly strained<br />
infrastructure, which loses significant<br />
volumes of treated water before<br />
reaching consumers, many utilities<br />
are modernizing their networks with<br />
the goal of improving performance<br />
and reducing losses.<br />
Sabesp, the largest sanitation company<br />
in Brazil, provides water supply<br />
and wastewater services to 375 municipalities<br />
in the state of São Paulo.<br />
To support its renewal program, GF<br />
supplied a NeoFlow Plug-and-Play<br />
Chamber that integrates multiple<br />
GF technologies (GF, Uponor, VAG)<br />
into one compact, high-performance<br />
unit. GF's solution reduces water<br />
loss, increases operational efficiency,<br />
and provides a future-ready platform<br />
that accelerates the network's<br />
modernization efforts.<br />
wide, integrated Flow Solutions provide<br />
a practical and scalable pathway<br />
to greater network resilience. The<br />
example of Sabesp in Brazil demonstrates<br />
that measurable results (significant<br />
reductions in water loss, operating<br />
costs and non-revenue water)<br />
can be achieved without large-scale<br />
reconstruction. When engineering<br />
expertise, high-performance components<br />
and smart design converge,<br />
water infrastructure becomes more<br />
efficient, durable and adaptable.<br />
References<br />
1<br />
https://www.ipcc.ch/report/ar6/wg1/<br />
chapter/chapter-11/<br />
2<br />
https://www.dwd.de/DE/presse/<br />
pressemitteilungen/DE/2025/<br />
20250415_pm_trockenheit_news.<br />
html#:~:text=April%202025%20<br />
nur%20rund%2040,Jahr%201976%20<br />
am%20trockensten%20gewesen<br />
3<br />
UNEP IRP - Policy Options for Decoupling<br />
Economic Growth from Water<br />
Use and Water Pollution. Urama,<br />
Kevin & Bjornsen, Peter & Riegels,<br />
Niels & Vairavamoorthy, Kalanithy &<br />
Herrick, Jeffrey & Kauppi, Lea & Mcneely,<br />
Jeffrey & McGlade, Jacqueline<br />
& Eboh, Eric & Smith, Michael. (2016).<br />
4<br />
European Commission – Water Resilience<br />
Strategy<br />
5<br />
EU Reference document “Good Practices<br />
on Leakage Management WFD<br />
CIS WG PoM”<br />
The Author:<br />
Florian Albrecht,<br />
Business Development Manager<br />
Infrastructure Solutions at GF<br />
www.gfps.com<br />
Because the chamber arrives fully<br />
assembled, the installation required<br />
only half a day — limited to excavation,<br />
positioning and connection.<br />
Sabesp now benefits from a measurable<br />
sustainability impact, as the<br />
plug-and play solution saves approximately<br />
130 million litres of water<br />
per year, which is enough to supply<br />
around 3,000 people. By stabilizing<br />
pressure, it also lowers energy consumption<br />
and protects the piping<br />
system from bursting. With a chamber<br />
designed for up to 100 years and<br />
internal components lasting up to 50<br />
years, it further enhances the environmental<br />
footprint, lowers maintenance<br />
requirements, and total lifecycle<br />
costs for Sabesp.<br />
Conclusion<br />
As climate change, urbanization<br />
and aging infrastructure continue<br />
to strain water networks world-<br />
Visit GF & VAG at IFAT from 4-7 May in Munich, Germany:<br />
• GF booth: B3.351<br />
• VAG booth: C2.451<br />
NeoFlow Plug-and-Play Chamber<br />
In order to offer utilities around<br />
the world an efficient solution for<br />
reducing leakages and non-revenue<br />
water, GF developed a plugand-play<br />
pressure management<br />
solution. Housed in a pre-fabricated<br />
High-Density Polyethy lene<br />
(HDPE) chamber, the system<br />
combines GF’s polymer NeoFlow<br />
pressure reducing valve, a range<br />
of VAG’s metal components including<br />
the EKOplus gate valve<br />
and a DUOJET air valve, as well as<br />
a restrainer and measurement<br />
technology. The chamber is integrated<br />
in the existing network<br />
with the help of flexible MULTI/<br />
JOINT couplers, ensuring a quick<br />
and easy installation. The chamber<br />
is also designed for rapid deployment<br />
across water networks,<br />
which provides utilities with an<br />
efficient way to scale their pressure<br />
management.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
89
<strong>Components</strong><br />
Sensors<br />
Optimizing cooling tower efficiency with<br />
smart water quality control<br />
Water is at the heart of every industrial<br />
process from maintaining<br />
system temperature to ensuring<br />
energy efficiency. At a leading<br />
food producer in India, the cooling<br />
tower played a critical role in keeping<br />
operations stable. However, despite<br />
regular maintenance and water<br />
treatment, the company began<br />
facing recurring issues that impacted<br />
both performance and cost-efficiency.<br />
The challenge: corrosion and<br />
chemical imbalance<br />
Over time, the food manufacturer’s<br />
maintenance team noticed accelerated<br />
corrosion of condenser fins within<br />
the cooling tower. The fins, made<br />
from galvanized coated material,<br />
were deteriorating far sooner than<br />
expected. This corrosion not only affected<br />
the cooling tower’s efficiency<br />
but also increased energy consumption<br />
and maintenance downtime.<br />
A closer inspection revealed that the<br />
root cause lay in imbalanced chemical<br />
dosing during water treatment. Variations<br />
in the dosing concentration disrupted<br />
the water’s pH, conductivity,<br />
and dissolved oxygen (DO) levels so<br />
that higher corrosion rates were the<br />
result. In the absence of continuous<br />
monitoring or an automated control<br />
mechanism, maintaining stable water<br />
chemistry became increasingly difficult,<br />
which ultimately lead to unpredictable<br />
performance and frequent<br />
system maintenance.<br />
The challenge for the company was to<br />
find a solution that could monitor key<br />
water quality parameters in real time,<br />
ensure optimal dosing levels, and automate<br />
corrective actions while simplifying<br />
system operation.<br />
The JUMO solution: intelligent<br />
monitoring and control<br />
To address the issue, the food manufacturer<br />
partnered with JUMO, which<br />
is known for its expertise in smart<br />
measurement and automation technology.<br />
JUMO’s engineering team<br />
conducted a detailed evaluation of<br />
the cooling tower water system and<br />
proposed a fully integrated control<br />
solution tailored to the company’s<br />
needs.<br />
The solution involved deploying a set<br />
of high-precision JUMO sensors to<br />
continuously measure pH, conductivity,<br />
and DO levels in the cooling<br />
tower water. These sensors provided<br />
real-time, accurate readings that<br />
were fed into a programmable logic<br />
controller (PLC).<br />
JUMO’s engineers then developed a<br />
custom PLC program that analyzed<br />
sensor data and automatically controlled<br />
the chemical dosing pumps.<br />
As a result, the system continuously<br />
maintained the ideal chemical balance<br />
by regulating the dosing frequency<br />
and concentration. Any deviation<br />
from the defined limits triggered<br />
automatic adjustments, thereby eliminating<br />
manual intervention and ensuring<br />
consistent water quality 24/7.<br />
The installation also included data<br />
logging and visualization so that the<br />
food manufacturer’s technical team<br />
could monitor trends, review performance<br />
reports, and carry out predictive<br />
maintenance with ease.<br />
Results: stable operation and sustainable<br />
performance<br />
Fig. 1+2: Site installation<br />
Implementing JUMO’s intelligent<br />
monitoring system brought immediate<br />
improvements. The rate of corrosion<br />
dropped significantly and the<br />
condenser fins maintained their integrity<br />
much longer. This optimized<br />
dosing process reduced the consumption<br />
of treatment chemicals,<br />
which results in both cost savings<br />
and environmental benefits. Additionally,<br />
the automated control sys-<br />
90 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Sensors<br />
tem enhanced operational reliability<br />
and minimized downtime. The cooling<br />
tower now functioned at peak efficiency,<br />
as a result of which it provided<br />
stable temperature regulation and<br />
consistent process performance.<br />
JUMO’s solution also empowered the<br />
food producer with actionable insights<br />
through precise data recording.<br />
By shifting from a reactive to a<br />
proactive maintenance approach, the<br />
company achieved long-term stability<br />
and improved decision-making related<br />
to water management.<br />
This successful collaboration stands<br />
as a testament to how JUMO’s advanced<br />
water quality control solutions<br />
can help industries overcome<br />
complex operational challenges. By<br />
combining cutting-edge sensors, intelligent<br />
control, and robust engineering<br />
design, JUMO transformed<br />
the cooling tower into a self-regulating,<br />
data-driven system.<br />
Consequently, the food manufacturer<br />
not only achieved better equipment<br />
protection and efficiency but also reinforced<br />
its commitment to sustainable<br />
and reliable water management<br />
practices. Precision in measurement.<br />
Intelligence in control. Reliability in<br />
performance − powered by JUMO<br />
JUMO GmbH && Co. KG<br />
Fulda, Germany<br />
mail@jumo.net<br />
www.jumo.group<br />
GREEN EFFICIENT TECHNOLOGIES<br />
The independent media platform for<br />
energy supply, efficiency enhancement and<br />
alternative energy sources and storage<br />
Sustainable opportunities in process<br />
technology<br />
Circular economy in the industrial<br />
production process<br />
Topics H 2<br />
, Synthetic Fuels, Water,<br />
Solar & Photovoltaics, Wind Power,<br />
Bioenergy, Geothermal Energy, Battery<br />
<strong>Technology</strong>, System Integration and<br />
other alternative options<br />
Dr. Harnisch Verlags GmbH · Eschenstr. 25 · 90441 Nuremberg · Tel.: +49 (0) 911 - 2018 0 · info@harnisch.com · www.harnisch.com
<strong>Components</strong><br />
Valves<br />
Leakage problems with diaphragm valves<br />
in biotechnological applications<br />
Causes, risks and constructive solutions<br />
for compensating the pressure<br />
deformation residue in elastomere<br />
diaphragms<br />
Sealing systems under aseptic<br />
operating conditions<br />
Diaphragm valves are a central functional<br />
element in biotechnological<br />
production plants and play an essential<br />
role in the safety separation<br />
and control of aseptic processes.<br />
Their sealing function is crucial<br />
for maintaining sterile conditions.<br />
Against this background, sealing systems<br />
are increasingly coming into<br />
focus, especially when they are used<br />
under recurring thermal and mechanical<br />
loads.<br />
Leakage problems observed during<br />
plant operation<br />
Recently, Goetze KG Armaturen, a<br />
manufacturer of diaphragm valves,<br />
has received an increasing number of<br />
reports of leakage problems with diaphragm<br />
valves from various manufacturers<br />
that are currently in use.<br />
These occur in particular after repeated<br />
sterilisation in the SIP process with<br />
saturated steam and manifest themselves<br />
as leaks in the transition area<br />
between the valve body and the diaphragm.<br />
The cause of these leaks lies<br />
in the setting behaviour of the Elastomere<br />
diaphragms used.<br />
As a result of this settling behaviour,<br />
the originally set sealing pressure between<br />
the diaphragm and valve body<br />
is reduced with increasing operating<br />
time. This can initially result in minor<br />
leaks, which later become increasingly<br />
pronounced.<br />
Effects on sterility, product quality<br />
and plant operation<br />
Leaking diaphragm valves can lead<br />
to contamination of the environment,<br />
cause sterility problems and<br />
favour cross-contamination within<br />
the production facilities. In sensitive<br />
biotechnological processes, there<br />
is a risk of losing entire production<br />
batches. Regardless of the specific<br />
extent of the damage, such leaks<br />
always pose a considerable risk to<br />
micro biological safety and the validation<br />
of the system.<br />
Plant operator requirements and<br />
regulatory framework<br />
Against this backdrop, plant operators<br />
are increasingly looking for practical<br />
solutions to sustainably manage<br />
this problem. The focus is increasingly<br />
shifting from the diaphragm as an<br />
individual component to the interaction<br />
between the diaphragm, valve<br />
body and actuator. What is required<br />
is a coordinated sealing system that<br />
takes into account the material-related<br />
changes in the elastomer seals<br />
over the entire service life.<br />
It is clear that users are prepared to<br />
abandon their previous reticence towards<br />
new, optimised technologies if<br />
they make a significant contribution<br />
to avoiding batch losses that threaten<br />
the existence of the company.<br />
At the same time, plant operators are<br />
pursuing the goal of not jeopardising<br />
existing qualifications and certifications,<br />
for example in accordance with<br />
FDA requirements, due to technically<br />
avoidable leakage problems.<br />
Constructive compensation of the<br />
settling behaviour<br />
A sealing system that minimises the<br />
effects of the settling behaviour of<br />
elastomer seals must therefore compensate<br />
for this with suitable design<br />
compensation elements. It is crucial<br />
The so-called compression set describes<br />
the permanent deformation<br />
of an elastomer seal under longterm<br />
mechanical and thermal stress.<br />
This material-typical behaviour is a<br />
fundamental property of elastomer<br />
seals. In addition to classic Elastomere<br />
diaphragms, multi-layer sealing<br />
systems are also affected by this,<br />
for example combinations of PTFE<br />
and EPDM.<br />
Fig. 1: Goetze KG Armaturen: patented stainless steel pressure sleeve<br />
92 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Valves<br />
The basis for a sustainable solution<br />
is a qualified root cause analysis<br />
in which both the material used<br />
and the specific operating conditions<br />
and sterilisation cycles are taken<br />
into account. In addition, application-related<br />
technical advice from<br />
the manufacturer in each case is required<br />
to ensure long-term stability<br />
and process reliability when sizing<br />
the sealing system.<br />
Conclusion<br />
Fig. 2: Goetze KG Armaturen: position of the patented pressure sleeve in the actuator<br />
(highlighted in red)<br />
that the pressing force required for<br />
the sealing function is maintained<br />
permanently regardless of thermal<br />
cycles, pressure loads and material<br />
fatigue. This is the only way to ensure<br />
a stable and reliable seal between the<br />
diaphragm and valve body.<br />
This design from Goetze eliminates<br />
the need to retighten the diaphragm<br />
after the first steam sterilisation,<br />
which is otherwise often necessary.<br />
Sustainable problem solving<br />
through system customisation<br />
Leakage problems due to the settling<br />
behaviour of Elastomere diaphragms<br />
pose a relevant risk to sterility,<br />
product quality and system<br />
availability in biotechnological applications.<br />
A purely component-based<br />
approach falls short of the mark.<br />
Only a systemic approach that takes<br />
into account the diaphragm, Actuator<br />
and design compensation elements<br />
makes it possible to permanently<br />
ensure the required sealing<br />
pressure. Suitable technical solutions<br />
can reduce leakage risks, minimise<br />
maintenance costs and stabilise<br />
the operational safety of aseptic<br />
systems in the long term.<br />
Patented solution with mechanical<br />
equalisation<br />
The patented design of Goetze KG<br />
Armaturen offers a possible solution<br />
in which the residual pressure<br />
deformation of the Elastomere diaphragms<br />
is specifically compensated.<br />
A stainless steel pressure sleeve<br />
integrated into the Actuator takes on<br />
the function of a mechanical equalising<br />
element and ensures constant<br />
compression of the Diaphragms.<br />
In practical applications, the leakage<br />
problem can be permanently solved<br />
by replacing the diaphragm in combination<br />
with a suitable Actuator.<br />
Various Diaphragm materials and<br />
actuator designs are available for<br />
this purpose, which can be adapted<br />
to the process conditions in each<br />
case. In many cases, it is not necessary<br />
to replace the entire valve, but<br />
it may make sense to do so depending<br />
on the system concept and life<br />
cycle strategy.<br />
Goetze KG Armaturen<br />
Ludwigsburg, Germany<br />
info@goetze.de<br />
www.goetze-group.com<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
93
<strong>Components</strong><br />
Seals<br />
Vi 782 – A long-lasting FKM all-rounder with<br />
NFS technology<br />
Dipl.-Ing. (FH) Michael Krüger<br />
In many industrial plants, seals face<br />
exacting demands for chemical and<br />
thermal resistance. Under challenging<br />
process conditions, conventional<br />
elastomers frequently reach their<br />
limits, leading to shorter service<br />
life, rising maintenance costs and<br />
a greater risk of unplanned plant<br />
downtime.<br />
At the same time, per- and polyfluoroalkyl<br />
substances (PFAS) are coming<br />
under increasing regulatory scrutiny.<br />
Restrictions are currently being discussed<br />
at European level, with the<br />
aim of minimising potential risks to<br />
the environment and human health.<br />
For users and design engineers, this<br />
means sealing solutions must be selected<br />
not only on technical merit but<br />
with evolving legal requirements in<br />
mind.<br />
Fig. 1: COG FKM Vi 78, All images: COG<br />
Vi 782 - a durable FKM all-rounder<br />
with non-fluorinated surfactants<br />
Based on this, C. Otto Gehrckens<br />
(COG) has developed Vi 782, a peroxide-cured<br />
FKM compound, whose<br />
base polymer is manufactured using<br />
non-fluorinated surfactants (NFS technology).<br />
aqueous media — including acidic<br />
environments such as sulphuric acid,<br />
as well as applications involving alcohols.<br />
Conventional FKM types do<br />
not offer this breadth of chemical<br />
compatibility. It is the result of targeted<br />
compound and additive development,<br />
with chemical range, cure<br />
system and media compatibility precisely<br />
coordinated. Where aqueous<br />
media or acidic cleaning agents are<br />
present — at pipework, valves and fit-<br />
The material offers the proven chemical<br />
and thermal performance expected<br />
of an FKM compound and covers<br />
an operating temperature range from<br />
-10 °C to +200 °C in air. All of which<br />
makes it suitable for wide-ranging industrial<br />
environments. It also exhibits<br />
excellent resistance to mineral oils as<br />
well as aliphatic and aromatic hydrocarbons.<br />
Extended media resistance<br />
What sets Vi 782 apart is its carefully<br />
targeted formulation: Unlike many<br />
other FKM compounds, Vi 782 is also<br />
suitable for prolonged contact with<br />
Fig. 2: Aseptic fitting<br />
94 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
<strong>Components</strong><br />
Seals<br />
tings along the process line, for<br />
example — this broad compatibility<br />
simplifies material selection<br />
and supports reliable, consistent<br />
plant operation.<br />
Suitability for CIP and SIP cleaning<br />
processes<br />
Vi 782 is also specifically designed<br />
for cleaning cycles with<br />
aggressive CIP and SIP media (CIP<br />
= Cleaning in Place; SIP = Sterilisation<br />
in Place), and demonstrates<br />
excellent resistance to WFI water<br />
as commonly used in the pharmaceutical<br />
industry. It also performs<br />
reliably in contact with<br />
the flavouring agents commonly<br />
found in the food and beverage<br />
industry. A low volume swell<br />
ensures consistent sealing performance<br />
and means the compound<br />
is readily accommodated<br />
even in demanding installation<br />
conditions, such as aseptic fittings<br />
compliant with DIN 11864.<br />
Vi 782 in use: wide range of<br />
applications<br />
Beyond its outstanding material<br />
properties, Vi 782 meets a wide<br />
range of approvals and regulatory<br />
requirements for the food and<br />
pharmaceutical industries. These<br />
include FDA § 177.2600, USP<br />
chapter 87 and 88, USP chapter<br />
381 and 3-A Sanitary Standard<br />
Class I. The compound also<br />
complies with relevant European<br />
frameworks, including Regulation<br />
(EC) 1935/2004, Regulation<br />
(EU) 2024/3190 (BPA), REACH and<br />
RoHS — making it suitable both<br />
for highly sensitive applications<br />
and for broader industrial use.<br />
Vi 782 is particularly well suited to<br />
process and chemical engineering<br />
applications where chemically<br />
and thermally demanding conditions<br />
must be managed reliably<br />
over the long term. Its combination<br />
of broad chemical compatibility<br />
and well-balanced sealing<br />
properties makes it easier to design<br />
for recurring cleaning cycles,<br />
supporting stable process operations<br />
throughout. In mechanical<br />
and plant engineering, it offers a<br />
compelling solution for components<br />
in contact with mineral oils,<br />
hydrocarbons, moderate acids or<br />
weak alkalis. In food and pharmaceutical<br />
applications, the balanced<br />
properties of Vi 782 lend<br />
themselves well to structured<br />
qualification and validation. The<br />
compound has also proven itself<br />
in chemical processing environments<br />
where diverse media and<br />
thermal stresses converge.<br />
Optimized material selection<br />
for reliable sealing performance<br />
Ultimately, however, the right<br />
material is only part of the equation<br />
— what counts is how well it<br />
is matched to the specific application.<br />
Drawing on deep expertise<br />
in both materials and processes,<br />
COG provides guidance<br />
on selection and seal design,<br />
from assessing operating conditions<br />
through to accounting<br />
for typical installation scenarios,<br />
with the aim of delivering technically<br />
robust, longterm reliable solutions.<br />
Elastomeric seal design should<br />
always reflect both the temperature<br />
and the media conditions involved,<br />
supported by competent<br />
application engineering advice.<br />
Cleaning media — types, concentrations<br />
and cycle durations —<br />
should also be factored into material<br />
selection at an early stage.<br />
Appropriate groove and gland<br />
design is critical to long-term reliable<br />
performance. Existing approvals<br />
can support the qualification<br />
process but should always<br />
be verified on a project-specific<br />
basis against actual temperature<br />
and service limits.<br />
Conclusion: Vi 782 as a versatile<br />
FKM solution<br />
In Vi 782, COG has developed a<br />
compound that brings together<br />
key practical requirements across<br />
both regulated and industrial en-<br />
Properties of Vi 782<br />
• Operating temperature range (air): -10 °C to +200 °C<br />
• Excellent chemical resistance<br />
• Excellent resistance in CIP/SIP processes<br />
• Suitable for aseptic fittings (including hygienic design<br />
compliance)<br />
• Resistant to flavouring agents and wide-ranging solvents<br />
• Approvals: FDA § 177.2600, USP chapter 87, USP chapter 88,<br />
USP chapter 381, 3-A Sanitary Class I, VO (EC) No. 1935/2004<br />
vironments: broad chemical resistance<br />
— including to aqueous<br />
media, acids (e. g. sulphuric acid)<br />
and alcoholic environments —<br />
along with temperature stability<br />
and process reliability in CIP/SIP<br />
media. The use of PFAS-free additives<br />
in the base polymer also<br />
provides additional regulatory<br />
certainty for forward planning.<br />
The key lies in the finely tuned interplay<br />
between polymer, cure<br />
system and a purpose-built formulation.<br />
This gives users and<br />
design engineers a versatile compound<br />
that simplifies material selection<br />
in complex, mixed-media<br />
environments and supports predictable<br />
maintenance intervals.<br />
The Author:<br />
Dipl.-Ing (FH) Michael Krüger,<br />
Head of Operational Application<br />
Engineering,<br />
C. Otto Gehrckens GmbH & Co. KG,<br />
Pinneberg, Germany<br />
www.cog.de<br />
Control<br />
Building reliable<br />
water networks together<br />
Visit us at IFAT, Munich<br />
4 – 7 May <strong>2026</strong>,<br />
Booth GF: B3.351 / VAG: C2.451<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
IFAT26_PUK_Print-Ad_Control_92x62mm.indd 1 02.03.<strong>2026</strong> 13:07:48<br />
95
<strong>Components</strong><br />
Innovative filter elements<br />
With metal wire mesh to 90 %<br />
lower energy demand<br />
Innovative filter elements for seawater desalination<br />
Seawater desalination using SWRO<br />
(Seawater Reverse Osmosis) provides<br />
reliable water sources for<br />
households, agriculture, and industries<br />
in water-scarce regions. It has<br />
become a key pillar of global water<br />
strategies. However, the process is<br />
highly energy-intensive, so the key<br />
challenge is: How can these processes<br />
be made more economical<br />
and sustainable? One often underestimated<br />
factor is the final pre-filtration<br />
stage before the RO membranes,<br />
where automatic filters with<br />
innovative metal wire mesh from<br />
Haver & Boecker deliver decisive advantages.<br />
In reverse osmosis (RO), seawater is<br />
forced under high pressure through<br />
a semi-permeable membrane. Salts<br />
and other substances such as bacteria,<br />
viruses, lime, or heavy metals<br />
are retained, while pure water passes<br />
through. To ensure this principle works<br />
reliably over time, membrane fouling<br />
must be minimized – because deposits<br />
lead to rising operating pressures and<br />
directly increase energy demand.<br />
Therefore, typical RO pretreatment<br />
consists of several stages:<br />
– Coarse and fine particle prefiltration<br />
– UF/MMF filtration to reduce<br />
SDI value to < 5<br />
– Final protection against suspended<br />
solids immediately before the RO<br />
membrane<br />
Cartridge filters – an underestimated<br />
cost factor<br />
In many plants, disposable filter cartridges<br />
with nominal ratings of 1–20 µm<br />
handle the final filtration stage. They<br />
are considered a simple standard solution<br />
but have major drawbacks:<br />
1. Downtime and<br />
maintenance effort<br />
Replacing cartridges is a fully manual<br />
process that can take several hours<br />
depending on plant size and filter<br />
count. During this time, system performance<br />
drops until all spent cartridges<br />
are removed and new ones<br />
installed. This means high labor costs<br />
and recurring downtime, reducing<br />
overall plant efficiency.<br />
2. Pressure loss<br />
To minimize maintenance, cartridges<br />
are often used longer than technically<br />
optimal. As particles accumulate, differential<br />
pressure rises steadily. Biofilm<br />
growth is also promoted, and if<br />
these films detach, they can reach<br />
the RO membrane, causing fouling or<br />
even irreversible damage.<br />
3. Energy demand and costs<br />
Increasing blockage directly impacts<br />
the high-pressure pump, which must<br />
maintain flow. Differential pressure<br />
rises from an initial 0.2 bar to 1 bar or<br />
more before cartridge replacement.<br />
According to Filtersafe, an international<br />
manufacturer of filter systems,<br />
the average pressure loss for filter<br />
cartridges is 0.5-0.7 bar.<br />
4. Material consumption<br />
and disposal<br />
Depending on the size of the plant<br />
and the water quality, a seawater<br />
desalination plant consumes tens of<br />
thousands of filter cartridges annually,<br />
creating significant procurement<br />
and storage costs and complex disposal<br />
logistics. Spent cartridges are<br />
often classified as hazardous waste,<br />
making disposal costly and environmentally<br />
burdensome. These factors<br />
have a negative impact on both the<br />
operating costs (OPEX) and the CO 2<br />
balance of the plant.<br />
Automatic filters with metal wire<br />
mesh – the smart alternative<br />
To eliminate these weaknesses, more<br />
operators are switching to self-cleaning<br />
automatic filters. Filtersafe, for example,<br />
relies on filter elements made<br />
of metal wire mesh from Haver &<br />
Boecker as the core of its automatic<br />
filters.<br />
These elements – constructed from<br />
multi-layer mesh or mesh laminates<br />
– form the heart of the filter, ensuring<br />
precise filtration, long service life, and<br />
reliable cleaning. They enable significant<br />
efficiency gains and cost savings<br />
across multiple categories:<br />
1. Downtime and maintenance<br />
effort<br />
Unlike cartridges, metal mesh elements<br />
are designed for years of reliable<br />
operation with minimal maintenance.<br />
Their multi-layer structure<br />
maintains dirt-holding capacity and<br />
flow performance far longer than<br />
Fig. 1: Possible construction of a filter element<br />
for water treatment (from above):<br />
Protection layer, filtration layer, protection<br />
layer, support layer.<br />
96 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
FILTECH<br />
other media. No consumable replacement is<br />
needed, the system runs continuously, and filtration<br />
capacity remains stable.<br />
2. Pressure loss<br />
The precise pore structure of the filter elements<br />
ensures a consistently low differential<br />
pressure of just 0.05 bar on average – compared<br />
to 0.5–0.7 bar for cartridges. Excellent<br />
cleanability prevents biofilm buildup and guarantees<br />
high filtrate quality. The multi-layer<br />
construction ensures a stable flow rate even<br />
under high loads – an advantage that can be<br />
veri fied during the design phase using simulations<br />
(burst pressure calculation and flow rate).<br />
In addition, automatic filters operate cyclically:<br />
as soon as a layer of particles forms on the<br />
filter element and the differential pressure<br />
reaches a threshold value (e. g., 0.2 bar), a<br />
short cleaning cycle starts automatically (see<br />
Fig. 2). A rotating scanner cleans the mesh<br />
surface while a small amount of the already<br />
filtered water rinses out the deposited particles.<br />
Operators benefit from increased operational<br />
reliability: filtration continues without<br />
interruption, the risk of biofilm deposits is significantly<br />
reduced, and consistently high filtrate<br />
quality is ensured.<br />
up to 75 % and CO 2<br />
emissions by more than<br />
3,000 tons per year.<br />
4. Material consumption and disposal<br />
Multi-layer stainless steel elements last for<br />
years, even under high mechanical loads and<br />
corrosive conditions. Sintered POROSTAR ®<br />
laminates, where layers are bonded, further<br />
increase burst strength by up to 25 % compared<br />
to non-sintered designs. With the series<br />
production of mesh laminates made of<br />
Avesta 254 SMO, Haver & Boecker is also setting<br />
a new standard for seawater-resistant filter<br />
elements – currently the only supplier offering<br />
this solution. Custom configurations<br />
enable optimal adaptation to the respective<br />
system – for maximum efficiency and sustainability.<br />
Consumables and disposal costs are<br />
almost completely eliminated.<br />
The core: metal wire mesh filter elements<br />
The performance of self-cleaning automatic<br />
filters depends on the quality of their filter<br />
elements. Multi-layer meshes and laminates<br />
from Haver & Boecker are specially engineered<br />
for the demanding conditions of<br />
seawater desalination. They deliver precise,<br />
repeatable filtration at cut points down to<br />
June 30 – July 02, <strong>2026</strong><br />
Cologne – Germany<br />
The Filtration Event<br />
www.Filtech.de<br />
Platform<br />
for your<br />
success<br />
600+ Exhibitors<br />
Fig. 2: Schematic diagram of the average differential pressure of different filter types.<br />
3. Energy demand and costs<br />
5 µm, setting benchmarks for accuracy, stability,<br />
Calculations from Filtersafe show: In a sample<br />
and durability.<br />
plant with 32,000 m³/h RO protection filtration,<br />
cartridges caused annual energy consumption<br />
Field insights<br />
of 4,900 MWh, while metal mesh<br />
elements in combination with the self-cleaning<br />
Pilot projects confirm significant savings. A<br />
automatic filter required only 490 MWh joint study by Filtersafe and plant operators<br />
– a 90 % reduction. Since the filter elements showed OPEX reductions of 80–92 %, with<br />
ensure extremely low pressure loss over the consistent filtrate quality and reduced energy<br />
long term, operating costs are reduced by and labor costs:<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
Delivers<br />
solutions for<br />
current<br />
and future<br />
challenges<br />
Your Contact: Suzanne Abetz<br />
E-mail: info@filtech.de<br />
Phone: +49 (0)2132 93 57 60
App App away!<br />
The Dr. Harnisch Publications App<br />
including free online issues<br />
of our magazines.<br />
Fig. 3: In addition to their precisely definable pore structure, high mechanical stability,<br />
and corrosion resistance, HAVER POROSTAR ® filter elements offer individual<br />
customization options.<br />
“Our pilot projects in an SWRO<br />
plant in West Asia show that an<br />
auto matic 20 µm screen filter<br />
achieves the required filtrate<br />
quality while cutting operating<br />
costs by over 80 % compared<br />
to cartridges. The self-cleaning<br />
screen technology is a full replacement<br />
for disposable filters,<br />
delivering major savings in energy,<br />
labor, and consumables<br />
without compromising reliability.”<br />
Ben Gido, Head of R&D,<br />
Filtersafe.<br />
Self-cleaning automatic filters<br />
with metal wire mesh elements<br />
outperform cartridge filters in<br />
every key area. They enable<br />
energy-efficient, sustainable, and<br />
cost-effective seawater desalination<br />
– transforming RO pre-filtration<br />
from a cost driver into an efficiency<br />
booster.<br />
Haver & Boecker OHG,<br />
Drahtweberei<br />
Oelde, Germany<br />
www.haverboecker.com<br />
The Dr. Harnisch Publications App<br />
is available for mobile devices for free<br />
in the following App Stores:<br />
www.harnisch.com
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
AERZEN at IFAT <strong>2026</strong><br />
Innovative blower technologies, digital<br />
intelligence and system solutions for<br />
integrated aeration concepts<br />
AERZEN, the expert in blower technology for aeration tanks, will be presenting<br />
the next generation of energy-efficient blowers at IFAT <strong>2026</strong><br />
and will also be showcasing the intelligent combination of aeration<br />
technologies. New screw and turbo blowers, as well as fully integrated<br />
system solutions comprising blower, aeration and control technology<br />
raise the biological treatment stage to a new level of efficiency and<br />
significantly reduce the CO 2<br />
footprint of wastewater treatment plants.<br />
The result: stable processes, optimised operating costs and maximal<br />
energy efficiency.<br />
AERZEN solutions for the aeration of aeration tanks are technologically<br />
leading and set the standard regarding energy and resource efficiency.<br />
At IFAT <strong>2026</strong> in Munich, the company is looking ahead to the next stage<br />
of development. Under the slogan “Efficient by Nature - Sustainable by<br />
Design. It's in our DNA,” the application specialist will be showcasing pioneering<br />
innovations, integrated system solutions and digital services<br />
for energy-efficient aeration systems at stand 351 in Hall A3.<br />
reduces energy consumption, optimises long-term operating costs and<br />
makes wastewater treatment plants economically and ecologically sustainable.<br />
Energy savings of up to 55% and a reduction in the CO2 footprint<br />
of up to 65% are possible.<br />
Unrivalled product diversity in blower and aeration technology<br />
With its wide portfolio of premium technologies, AERZEN covers the<br />
entire spectrum of aeration technology and enables customised solutions.<br />
In the blower range, the portfolio includes rotary piston, screw<br />
and turbo blowers. AERZEN offers plate, disc and tube aerators for aeration<br />
technology. This technological diversity creates maximal flexibility<br />
in the design and allows optimal adaptation to the process, load profile<br />
and efficiency targets.<br />
<strong>Technology</strong> and system expertise from a single source<br />
Whether in customised machine and technology design, smart control<br />
and regulation technology, individual ROI calculations, flexible rental<br />
solutions (Aerzen Rental), innovative concepts for heat recovery and<br />
machine room aeration, digital services or support with subsidy applications:<br />
AERZEN accompanies customers from the technical design<br />
stage through to economic optimisation and provides compelling answers<br />
to the sector’s most important questions. The individual modules<br />
interlock seamlessly and are geared to each other as required.<br />
This allows efficiency potential to be fully exploited.<br />
Premiere of the new AERZEN screw and turbo blowers<br />
New sizes of “Delta Hybrid” screw blowers and “Aerzen Turbo” turbo<br />
blowers will have their premiere. The screw blowers achieve potential<br />
savings of up to 37% compared to conventional positive displacement<br />
blowers and impress with their extremely low sound pressure levels.<br />
The low-maintenance turbo blowers with air bearings open up additional<br />
performance ranges with maximal energy efficiency, the smallest<br />
footprint and an exceptionally large turndown. The result: demandorientated<br />
oxygen supply through precise load control with reduced<br />
energy demand.<br />
Holistic optimisation of the aeration system<br />
AERZEN takes a holistic approach to wastewater treatment - with an<br />
intelligent combination of highly efficient blower and aeration technology<br />
and smart control technology in the biological treatment process.<br />
Each solution is individually designed and optimally harmonises efficiency,<br />
performance, costs and operational reliability. This significantly<br />
System solutions are the key to maximal resource efficiency<br />
Many wastewater treatment plants consume unnecessary amounts of<br />
energy and tie up valuable resources due to outdated or oversized machine<br />
technologies. IFAT <strong>2026</strong> offers a unique opportunity to explore innovative<br />
blower and aerator technology as well as holistic solution concepts<br />
from a technology mix of rotary piston, screw and turbo blowers.<br />
You will find AERZEN at IFAT <strong>2026</strong> in Hall A3, stand 351.<br />
Aerzener Maschinenfabrik GmbH<br />
Reherweg 28<br />
31855 Aerzen, Germany<br />
Tel +49 (5154) 81-0<br />
www.aerzen.com<br />
Hygienic container valve for bulk<br />
goods<br />
WAREX VALVE develops DKZ 105 SKV container valve for IBC<br />
containers in the pharmaceutical industry. This is a tightly sealing<br />
shut-off valve that has been specially developed for installation under<br />
containers or silos<br />
WAREX VALVE GmbH, a specialist in industrial valves based in Senden,<br />
is expanding its product portfolio with the DKZ 105 SKV DN 250 container<br />
valve in a special design. The newly developed valve was specifically<br />
designed for hygienically demanding applications and is particularly<br />
suitable for use in the pharmaceutical industry.<br />
AERZEN will be presenting the next generation of energy-efficient blowers and the<br />
intelligent combination of aeration technologies at IFAT <strong>2026</strong>. Image: AERZEN<br />
The container valve serves as a discharge closure for IBC bulk containers<br />
and meets high standards of hygiene, tightness, and ease of maintenance.<br />
With over 60 years of experience in the development and<br />
manufacture of industrial valves, WAREX VALVE consistently relies on<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
99
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
Certified and FDA compliant<br />
WAREX VALVE is ISO 9001 certified. The sealing materials used in the<br />
DKZ 105 SKV container valve comply with FDA requirements and EU<br />
Regulation 1935/2004. The valve therefore meets international quality<br />
and safety standards and is ideal for regulated markets with high documentation<br />
and compliance requirements.<br />
Warex Valve GmbH<br />
Stauverbrink 2<br />
48308 Senden, Germany<br />
Tel +49 (2536) 99 58-0<br />
info@warex-valve.com<br />
www.warex-valve.com<br />
3D filter mesh for efficient water<br />
treatment<br />
MINIMESH ® RPD HIFLO-S for double flow capacity<br />
in-house production, high-quality materials, and customer-specific solutions<br />
for the DKZ 105 as well.<br />
Designed for hygiene and durability<br />
The DKZ 105 SKV container valve is made entirely of 1.4404 stainless<br />
steel and has a low dead space design. This minimizes product deposits<br />
and significantly simplifies cleaning processes – a decisive advantage<br />
for sensitive areas of application such as pharmaceutical and food<br />
applications.<br />
A special design feature is the specially designed seal without interfering<br />
edges, which enables a controlled material flow while ensuring a<br />
high level of tightness. At the customer’s request, the inner diameters<br />
of the DKZ 105 SKV shut-off valve were individually adjusted. This requires<br />
a specially designed seal sleeve and valve disc that are precisely<br />
matched to each other.<br />
Ground and polished surfaces not only enhance the hygienic properties,<br />
but also contribute to the high quality and durability of the valve.<br />
The demands on modern water treatment are continuously increasing.<br />
Microplastics, fine particles, and organic contaminants pose complex<br />
challenges for operators. At the same time, pressure is growing<br />
to reduce energy consumption and the use of chemicals. Mechanical<br />
filtration plays a key role here: the more solids, including the finest<br />
micro plastics, can be separated directly, the lower the need for additional<br />
treatment processes. Filter elements made of metal wire mesh<br />
offer a durable and adaptable solution. Compared to conventional filter<br />
meshes, high-performance meshes from Haver & Boecker even<br />
double the throughput – with the same pore size.<br />
Metal wire mesh for reliable high-performance filtration<br />
Filter elements made of wire mesh ensure high process reliability even<br />
under extreme conditions. Thanks to different mesh types, they can be<br />
precisely tailored to the specific application. Basically, a distinction is<br />
made between open square or rectangular mesh and visually closed<br />
filter mesh. In various water treatment systems where particles down<br />
to the micrometer range from 5 μm need to be filtered precisely and<br />
economically, the use of MINIMESH ® S filter meshes (see Fig. 1) as a filter<br />
layer has proven effective.<br />
RPD HIFLO-S: efficiency boost through 3D mesh structure<br />
Within the MINIMESH ® S specifications, MINIMESH ® RPD HIFLO-S<br />
(see Fig. 2) offers enormous efficiency gains for fine filtration. While<br />
Low maintenance, sustainable, and customized<br />
A key feature of the DKZ 105 is its low-maintenance design. Wear-critical<br />
components such as the shaft bearings are protected by the use of<br />
wear-resistant PEEK bushings. This significantly increases the service<br />
life of the valve and reduces downtime – a clear advantage in terms of<br />
the cost-effectiveness and sustainability of the entire plant.<br />
In addition, WAREX VALVE offers container valve designs tailored to<br />
customer requirements. Container geometry, process conditions, and<br />
industry-specific standards are already taken into account in the design.<br />
This provides purchasers and plant operators with a tailor-made<br />
solution instead of a compromise product.<br />
Fig. 1: The independent testing institute Whitehouse Scientific confirms the outstanding<br />
filtration properties of MINIMESH® S filter meshes with “precision pores.”<br />
100 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
Fig. 2: MINIMESH ® RPD HIFLO-S – corrosion- and temperature-resistant highperformance<br />
filter mesh in new weaving technology with pore sizes < 40 μm.<br />
standard filter meshes with small pore sizes typically lead to reduced<br />
flow rates and significant pressure drops in mechanical filtration, RPD<br />
HIFLO-S achieves more than double the flow at the same pore size – a<br />
decisive advantage for energy-efficient processes. This resolves a longstanding<br />
contradiction, as high flow capacity and fine pore size were<br />
once thought to be mutually exclusive.<br />
The distinctive feature is the three-dimensional mesh structure, which<br />
increases the number of pores and significantly enlarges porosity within<br />
the same space. As a result, dirt-holding capacity and flow performance<br />
remain consistent far longer than with conventional filter mesh.<br />
Thanks to optimized cleaning capability – for example, with rotating<br />
suction devices or backwashing – differential pressure remains consistently<br />
low. This reduces energy demand and extends the service life<br />
of filter systems. The outcome: lower operating costs (OPEX) and improved<br />
process stability.<br />
Material variety and customized configuration<br />
The properties of filter candles, screen mesh, or filter plates can be<br />
precisely tailored to the respective application by selecting suitable<br />
materials, weave types, and support or drainage layers. Particularly<br />
noteworthy: thanks to the innovative weaving technique of<br />
MINIMESH ® RPD HIFLO-S, special materials such as Hastelloy, Inconel,<br />
Superduplex, Avesta 254 SMO, or titanium can also be woven in the<br />
small pore range. This makes highly corrosion- and temperature-<br />
resistant filter meshes available in pore sizes smaller than 40 μm.<br />
Recyclability is also ensured: MINIMESH ® RPD HIFLO-S is made exclusively<br />
from pure stainless steels and thus meets the criteria of the<br />
circular economy. Using modern simulation software, new and innovative<br />
mesh specifications can be modeled and flow behavior and filtration<br />
efficiency simulated before physical implementation. This eliminates<br />
costly and time-consuming test phases.<br />
Benefits at a glance<br />
- Pore size range from 5-40 μm, precisely calibratable<br />
- Double flow rate at the same pore size<br />
- Excellent separation efficiency and stability<br />
- Corrosion- and temperature-resistant special materials<br />
- Optimized dirt-holding capacity and cleaning performance<br />
- Fully recyclable – contributing to the circular economy<br />
Global application examples<br />
Whether in the development of an autonomous energy system in Namibia,<br />
wastewater treatment in Norway, or seawater desalination in<br />
drought regions – Haver & Boecker filter meshes are already setting<br />
new standards in mechanical water treatment:<br />
• In Namibia, the funded development project HygO is supported by<br />
modern hydrogen technology. The aim is to develop an autonomous<br />
energy system in the form of so-called microgrids. In an additional cycle<br />
for biological-mechanical water treatment, intermediate MINIMESH ®<br />
RPD HIFLO 5-S filter cartridges retain particles as small as 5 μm.<br />
• Our strategic partnership with Norwegian company renasys enables<br />
the development of innovative filtration systems that significantly reduce<br />
the energy consumption of wastewater treatment plants. By using<br />
MINIMESH ® RPD HIFLO 5-S filters, up to 99 % of dirt particles are removed<br />
before the actual treatment process.<br />
• In seawater desalination in drought regions, the use of corrosion-resistant<br />
MINIMESH ® S filter meshes in automatic filters for pre-filtration<br />
leads to extended service life and minimized maintenance requirements<br />
for RO membranes, thus reducing operating costs.<br />
MINIMESH ® RPD HIFLO-S is a future-ready solution for advanced water<br />
treatment systems: durable, designed to save chemicals and energy,<br />
regenerable, and fully recyclable – an ideal component for circular<br />
value chains.<br />
HAVER & BOECKER OHG<br />
Drahtweberei<br />
Ennigerloher Str. 64<br />
59302 Oelde, Germany<br />
www.haverboecker.com<br />
Measuring technology<br />
Making the invisible visible<br />
How many compressed air station operators have complete visibility<br />
into their machines' exact condition and compressed air quality? For<br />
many manufacturing companies, insufficient monitoring of this critical<br />
data is a common challenge. The result? Unplanned downtime, decreased<br />
efficiency, and unnecessarily high energy costs.<br />
Kaeser’s cutting-edge measuring technology delivers the ideal solution.<br />
With advanced process data acquisition, businesses can lower<br />
energy costs and sustainably enhance compressed air quality. Highprecision<br />
sensors track all key process and energy metrics, including<br />
leakage currents, voltage quality, pressures, temperatures, and flow<br />
rates. Additionally, leaks, pressure dew points, differential pressures,<br />
and internal machine conditions are fully transparent – providing<br />
operators with invaluable insights and significant operational<br />
advantages.<br />
Continuous monitoring<br />
Advanced measuring technology enables continuous monitoring of<br />
the entire compressed air system. Data can be captured, analysed, and<br />
visu alised in real time. Kaeser multi-sensors transmit key measurements<br />
directly to central control units, such as the Sigma Air Manager,<br />
providing the foundation for future predictive maintenance. This proactive<br />
approach cannot only reduce costs but also significantly lowers<br />
the risk of unplanned downtime.<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
101
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
VEGA at IFAT <strong>2026</strong><br />
Stably measured values for a resilient<br />
water industry<br />
Extreme weather events, rising demands on drinking water quality and<br />
ever more complex wastewater processes are putting operators under<br />
increasing pressure. A sustainable and resilient water and wastewater<br />
infrastructure therefore needs one thing above all else: reliable measurement<br />
data, even under difficult conditions.<br />
From 4 to 7 May <strong>2026</strong>, at IFAT in Munich, booth C1.239, VEGA will be<br />
showing how state-of-the-art level and pressure instrumentation helps<br />
to keep processes stable and efficient over the long term. Interactive<br />
demonstrations at the exhibition stand illustrate the capabilities of the<br />
sensors under realistic operating conditions.<br />
One focus is on wastewater treatment. Precise and stable measured<br />
values are indispensable in all process stages: from inflow via pumping<br />
stations to sedimentation and aeration to sludge dewatering and effluent<br />
control. Even in the presence of foam, vapours, buildup or changing<br />
media conditions, VEGA sensors deliver reliable, reproducible results<br />
– also in situations where other measuring methods reach their<br />
limits. This helps to prevent overflows, optimise energy consumption,<br />
reduce downtime and stabilise processes over long periods.<br />
Strategically placed sensors in a compressed air system enhance safety, efficiency,<br />
and sustainability.<br />
Placing the right sensors in the right locations is essential. Intelligent<br />
sensors capture multiple data points at each measuring location and<br />
integrate seamlessly via the secure Kaeser Sigma Network. This advanced<br />
process data acquisition enables real-time monitoring, detailed<br />
analysis, and valuable system insights for fault prevention and process<br />
optimisation. Operators can fine-tune their compressed air systems independently<br />
or benefit from real-time monitoring by external experts.<br />
With state-of-the-art sensor technology, modern measuring devices<br />
are compact, powerful, and energy-efficient, ensuring reliable operation<br />
even in hard-to-reach places. They are also easy to install and<br />
ready for immediate use.<br />
VEGA is also presenting solutions for safe and efficient water management<br />
– from drinking water supply and flood defence to the monitoring<br />
of critical infrastructures. Precise level and pressure measurement<br />
technology ensures reliable operation of basins, reservoirs, pipeline<br />
networks and open channels. Intelligent level switches support automated<br />
alarms and control processes, thus increasing operational safety<br />
even under extreme environmental conditions and stresses.<br />
Maximum efficiency and sustainable savings<br />
Reliable compressed air supply is essential for seamless production.<br />
Kaeser’s advanced measuring technology delivers precise data to optimise<br />
system settings, detect leaks, and efficiently manage compressed<br />
air distribution. This enables compressed air station operators to reduce<br />
energy costs, prevent unnecessary downtime and maximise overall<br />
production efficiency.<br />
KAESER KOMPRESSOREN SE<br />
P.O. Box 2143<br />
96410 Coburg, Germany<br />
Tel +49 (9561) 640-0<br />
productinfo@kaeser.com<br />
www.kaeser.com<br />
Another topic VEGA is focusing on is digitalisation: Modern IIoT connectivity<br />
enables simple integration of sensors into existing control systems<br />
and ensures reliable monitoring of all critical process conditions<br />
during continuous operation. The acquired measurement data becomes<br />
decision-relevant information, enabling predictive maintenance<br />
102 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
and increasing plant availability. The combination of robust measurement<br />
technology and intelligent data utilisation makes water and<br />
wastewater treatment plants efficient, reliable and fit for the future.<br />
VEGA Grieshaber KG<br />
Am Hohenstein 113<br />
77761 Schiltach, Germany<br />
Tel +49 (7836) 50-0<br />
info.de@vega.com<br />
www.vega.com<br />
Moisture in compressed air networks<br />
– an invisible challenge with<br />
far-reaching consequences<br />
Compressed air systems are an essential part of modern beverage<br />
production. They power valves, cylinders and other pneumatic components,<br />
ensuring smooth and reliable operation. However, particularly<br />
in complex production environments with varying temperature zones<br />
and frequent system expansions or modifications, a frequently underestimated<br />
problem can occur: moisture accumulation in compressed<br />
air networks.<br />
Various dryer technologies are available, each suited to different requirements:<br />
• Membrane dryers offer compact design and low maintenance but<br />
reach their limits at high flow rates.<br />
• Adsorption dryers deliver excellent drying performance but involve<br />
higher maintenance costs.<br />
• Refrigerated dryers are considered highly economical and suitable<br />
for a wide range of applications.<br />
SMC’s IDFA Refrigerated Air Dryer combines strong performance with<br />
high efficiency. It is compliant with F Gas regulations and supports a<br />
wide range of operating capacities — making it suitable for everything<br />
from small production setups to large scale industrial environments.<br />
SMC Deutschland GmbH<br />
Boschring 13-15<br />
63329 Egelsbach, Germany<br />
Tel +49 (6103) 402-0<br />
info@smc.de<br />
www.smc.eu.de<br />
Less compressed air, more savings:<br />
Efficient drying solutions for bottles<br />
In beverage production, reliable drying of bottles prior to certain processing<br />
steps is essential—such as before labeling, capping, or inkjet<br />
printing. Conventional methods such as open compressed air pipes<br />
or fan nozzles are inefficient and result in high energy consumption.<br />
SMC relies here on modern air amplifiers and special nozzles with a focused<br />
blow angle. These utilize the physical principle of ambient air induction:<br />
By precisely directing the compressed air, additional ambient<br />
air is drawn in, thereby multiplying the airflow—while simultaneously<br />
reducing compressed air consumption.<br />
This moisture is caused by condensation when warm, humid air cools<br />
— for example, in long pipework or when air flows between zones<br />
with different temperatures. The consequences are severe: corrosion<br />
inside pipes, the release of rust particles, increased wear on components,<br />
and even unexpected production downtime.<br />
Practical experience shows that replacing outdated components with<br />
modern compressed air solutions—such as the KNH High Efficiency<br />
Air Nozzle—leads to substantial savings. Moreover, the system operates<br />
particularly efficiently at low operating pressure. Such optimizations<br />
are not only environmentally beneficial but also highly attractive<br />
from a business perspective. Targeted drying also contributes to greater<br />
process reliability: labels adhere more consistently, prints appear<br />
clearer, and the risk of product defects is reduced.<br />
Modern monitoring and drying technologies offer effective solutions.<br />
SMC’s PSH Condensation Checker provides precise real time monitoring<br />
of relative humidity and temperature in compressed air lines. It<br />
identifies conditions that may lead to harmful condensation and issues<br />
early warnings, enabling predictive maintenance and reducing<br />
unplanned system interruptions.<br />
SMC Deutschland GmbH<br />
Boschring 13-15<br />
63329 Egelsbach, Germany<br />
Tel +49 (6103) 402-0<br />
info@smc.de<br />
www.smc.eu.de<br />
PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong><br />
103
Compressors/Compressed air/<strong>Components</strong><br />
Companies – Innovations – Products<br />
Flexible carton handling through intelligent<br />
gripper technology<br />
In addition to bottle handling, the handling of beverage cartons is a key<br />
component of production logistics. Efficient and space saving solutions<br />
are particularly important for palletizing and depalletizing. While traditional<br />
palletizers deliver strong performance, they require significant<br />
floor space and often lack flexibility.<br />
Robotic solutions offer a more dynamic alternative. They support the<br />
use of various end of arm tools and can be programmed for a wide<br />
range of tasks. However, conventional grippers quickly reach their limits:<br />
they may damage cartons, create gaps in layer patterns, or be incompatible<br />
with varying packaging formats.<br />
All images: XENIA Srl.<br />
The ZGS Series vacuum area grippers from SMC address these issues<br />
by relying on advanced vacuum technology for exceptionally gentle<br />
handling. The foam type suction surface allows the gripper to pick<br />
cartons from above without leaving pressure marks and enables<br />
precise, secure placement. The system integrates essential components—ejector<br />
unit, valves, silencer, and pressure switch—into one<br />
compact unit, providing integrated vacuum generation and streamlined<br />
installation.<br />
Thanks to IO Link compatibility and easy connectivity, the grippers can<br />
be seamlessly integrated into existing automation environments and<br />
flexibly controlled. Another advantage: The ZGS Series is compatible<br />
with major industrial and collaborative robot brands. SMC already provides<br />
plug and play integration options, enabling rapid deployment<br />
and simplified setup. As a result, new opportunities emerge for compact,<br />
modular, and scalable automation solutions—ideal for facilities<br />
with limited space or frequently changing production requirements.<br />
The company specializes in reinforced materials based on high-performance<br />
matrices such as HDPE, PP, PVDF and other specialty polymers.<br />
These compounds are specifically designed to withstand chemically<br />
aggressive environments exposed to acids, solvents and other process<br />
fluids, while maintaining structural integrity, high electrical conductivity<br />
and mechanical strength over time.<br />
Typical applications include pump housings and impellers, valve<br />
bodies and internal components, flanges, fittings, connectors, sealing<br />
elements and structural supports for processing equipment. In these<br />
applications, Xenia compounds provide a high stiffness-to-weight ratio<br />
and enhanced fatigue resistance compared to unfilled polymers,<br />
while their intrinsic electrical conductivity enables effective dissipation<br />
of electrostatic charges, supporting safe operation in ATEX-classified<br />
environments.<br />
SMC Deutschland GmbH<br />
Boschring 13-15<br />
63329 Egelsbach, Germany<br />
Tel +49 (6103) 402-0<br />
info@smc.de<br />
www.smc.eu.de<br />
Advanced thermoplastic composites<br />
for pumps, valves and critical<br />
components in the Chemical <strong>Process</strong><br />
Industry<br />
In the Chemical <strong>Process</strong> Industry (CPI), components operate under extreme<br />
conditions: aggressive chemicals, elevated temperatures, continuous<br />
mechanical loads and demanding safety requirements. Reliability<br />
and long-term stability are critical to ensuring plant efficiency and<br />
minimizing downtime.<br />
Xenia Materials, global developer of fibre-reinforced thermoplastic<br />
compounds, engineers advanced solutions for injection moulding and<br />
3D printing applications where unreinforced polymers or metallic components<br />
may no longer meet performance expectations.<br />
As CPI systems evolve toward higher efficiency, extended service life<br />
and sustainability targets, advanced thermoplastic composites represent<br />
a strategic alternative to conventional materials. Through continuous<br />
research and application-driven development, Xenia Materials<br />
positions itself as a technical partner for manufacturers seeking corrosion-resistant,<br />
electrically conductive and high-performance solutions<br />
for next-generation chemical processing equipment.<br />
XENIA Srl<br />
Via Dante Alighieri 23/A<br />
36065 Mussolente (VI), Italy<br />
info@xeniamaterials.com<br />
www.xeniamaterials.com<br />
104 PROCESS TECHNOLOGY & COMPONENTS <strong>2026</strong>
H ENG<br />
ENGLISH ENGLISH E<br />
H ENGLISH ENGLISH ENGLISH ENG<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
H ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
SH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
LISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
GLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
NGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH ENGLISH<br />
Water Wastewater Environmental <strong>Technology</strong><br />
Energy Oil Gas Hydrogen<br />
Automotive<br />
GEA Valves: now<br />
also hydraulic<br />
PROCESS TECHNOLOGY & COMPONENTS<br />
Shipbuilding Heavy Industry<br />
Chemistry Pharmaceutics Biotechnology<br />
Food and Beverage Industry<br />
<strong>2026</strong><br />
Technical Data Purchasing >>><br />
gea.com/contact<br />
105<br />
<strong>2026</strong>-GEA-coverPuk_02_ENG.indd 1 13/02/<strong>2026</strong> 08:59<br />
Independent magazine for Pumps, Compressors and <strong>Process</strong> <strong>Components</strong>
Pumps<br />
Range of applications/Applications<br />
Manufacturers/Suppliers<br />
Agricultural technology<br />
Automation solutions<br />
Automobile industry<br />
Beverage industry<br />
Biochemistry<br />
Breweries<br />
Building services engineering<br />
Chemical industry<br />
Construction industry<br />
Cosmetics industry<br />
Dairy farming<br />
Dosing technology<br />
Drainage<br />
Electrical industry/Information industry<br />
Emptying<br />
Energy industry<br />
Environmental engineering<br />
Filling technology<br />
Fire extinguishing/foaming agent dosing technlogy<br />
Food technology and bioprocess engineering<br />
Fountains/Sprinkler systems/Irrigation<br />
Gas drying<br />
Gas scrubber<br />
Geothermics<br />
Groundwater technology/Wells<br />
Heat transfer systems<br />
Heating and house technology<br />
High-pressure cleaning and descaling<br />
High-temperature engineering<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
Paul Bungartz GmbH & Co. KG<br />
Düsseldorfer Str. 79, D-40545 Düsseldorf/Germany<br />
Phone: +49 (0)211 577905-0, Fax: +49 (0)211 577905-12<br />
E-mail: pumpen@bungartz.de<br />
Website: www.bungartz.de<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2-10, 21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0, Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
GRUNDFOS GmbH<br />
Schlüterstr. 33, 40699 Erkrath/Germany<br />
Phone: +49 (0)211 92969-0, Fax: +49 (0)211 92969-3799<br />
E-mail: infoservice@grundfos.de<br />
Website: www.grundfos.com<br />
Hammelmann GmbH<br />
Carl-Zeiss-Str. 6-8, 59302 Oelde/Germany<br />
Phone: +49 (0)2522 76-0, Fax: +49 (0)2522 76-140<br />
E-mail: mail@hammelmann.de<br />
Website: www.hammelmann.de<br />
JESSBERGER GmbH<br />
Jägerweg 5-7, 85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400, Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
KAMAT GmbH & Co. KG<br />
Salinger Feld 10, 58454 Witten-Annen/Germany<br />
Phone: +49 (0)2302 8903-0, Fax: +49 (0)2302 801917<br />
E-mail: info@KAMAT.de<br />
Website: www.KAMAT.de<br />
•<br />
• • • • • • • •<br />
• • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • • • • • •<br />
106
Horticulture<br />
Industrial technology<br />
Injection<br />
Laboratory technology<br />
Machine and plant engineering<br />
Metallurgical plants and Rolling mills<br />
Mineral oil industry<br />
Mining, pit and quarry<br />
Multiphase fluids<br />
Nuclear and reactor technology<br />
Odorizers<br />
Offshore installations<br />
Oil hydraulics and presses<br />
Oil production technology<br />
Osmosis technology<br />
Paper and pulp industry<br />
Petrochemical industry<br />
Pharmaceutical industry<br />
Pipeline<br />
Power plant technology<br />
Precision mechanics and optical industry<br />
Pressure rise<br />
Pressure test<br />
<strong>Process</strong> engineering<br />
<strong>Process</strong> technology<br />
Public services<br />
Refrigeration and air conditioning technology<br />
Renewable energies<br />
Seawater desalination<br />
Sewage technology/Canalisation<br />
Ship technology/Shipyard<br />
Steel industry<br />
Sterile technology<br />
Swimming pool technology<br />
Tank systems<br />
Technical universities<br />
Textile industry<br />
Tunnel construction<br />
Vehicle construction/Aircraft construction<br />
Viscose and adhesives<br />
Wastewater treatment plants<br />
Waterjet cutting<br />
Water supply/Water technology<br />
Water treatment<br />
Woodworking and wood processing<br />
• • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • •<br />
107
Pumps<br />
Range of applications/Applications<br />
Manufacturers/Suppliers<br />
Agricultural technology<br />
Automation solutions<br />
Automobile industry<br />
Beverage industry<br />
Biochemistry<br />
Breweries<br />
Building services engineering<br />
Chemical industry<br />
Construction industry<br />
Cosmetics industry<br />
Dairy farming<br />
Dosing technology<br />
Drainage<br />
Electrical industry/Information industry<br />
Emptying<br />
Energy industry<br />
Environmental engineering<br />
Filling technology<br />
Fire extinguishing/foaming agent dosing technlogy<br />
Food technology and bioprocess engineering<br />
Fountains/Sprinkler systems/Irrigation<br />
Gas drying<br />
Gas scrubber<br />
Geothermics<br />
Groundwater technology/Wells<br />
Heat transfer systems<br />
Heating and house technology<br />
High-pressure cleaning and descaling<br />
High-temperature engineering<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10, 71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0, Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.com<br />
• • • • • • • •<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7, 97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1, 84478 Waldkraiburg/Germany<br />
Phone: +49 (0)8638 63-0<br />
E-mail: info.nps@netzsch.com<br />
Website: www.pumps-systems.netzsch.com<br />
SEEPEX GmbH<br />
Scharnhölzstr. 344, 46240 Bottrop/Germany<br />
Phone: +49 (0)2041 996-0<br />
E-mail: info@seepex.com<br />
Website: www.seepex.com<br />
Vogelsang GmbH & Co. KG<br />
Holthoege 10-14, 49632 Essen (Oldenburg)/Germany<br />
Phone: +49 (0)5434 83-0, Fax: +49 (0)5434 83-10<br />
E-mail: contact@vogelsang.info<br />
Website: www.vogelsang.info<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (1326) 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
• • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • •<br />
108
Horticulture<br />
Industrial technology<br />
Injection<br />
Laboratory technology<br />
Machine and plant engineering<br />
Metallurgical plants and Rolling mills<br />
Mineral oil industry<br />
Mining, pit and quarry<br />
Multiphase fluids<br />
Nuclear and reactor technology<br />
Odorizers<br />
Offshore installations<br />
Oil hydraulics and presses<br />
Oil production technology<br />
Osmosis technology<br />
Paper and pulp industry<br />
Petrochemical industry<br />
Pharmaceutical industry<br />
Pipeline<br />
Power plant technology<br />
Precision mechanics and optical industry<br />
Pressure rise<br />
Pressure test<br />
<strong>Process</strong> engineering<br />
<strong>Process</strong> technology<br />
Public services<br />
Refrigeration and air conditioning technology<br />
Renewable energies<br />
Seawater desalination<br />
Sewage technology/Canalisation<br />
Ship technology/Shipyard<br />
Steel industry<br />
Sterile technology<br />
Swimming pool technology<br />
Tank systems<br />
Technical universities<br />
Textile industry<br />
Tunnel construction<br />
Vehicle construction/Aircraft construction<br />
Viscose and adhesives<br />
Wastewater treatment plants<br />
Waterjet cutting<br />
Water supply/Water technology<br />
Water treatment<br />
Woodworking and wood processing<br />
• • • • • • • • • •<br />
• • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • •<br />
109
Pumps<br />
Type of pumps<br />
Manufacturers/Suppliers<br />
Centrifugal pumps<br />
Axial flow pumps<br />
Block pumps<br />
Channel impeller pumps<br />
Inline pumps<br />
Mixed flow pumps<br />
Pitot tube pumps<br />
Propeller pumps<br />
Radial flow pumps<br />
Side channel pumps<br />
Standardized pumps<br />
Vortex pumps<br />
Rotary positive displacement pumps<br />
Progressive cavity pumps<br />
Gear pumps<br />
Peristaltic pumps<br />
Rotary lobe pumps<br />
Screw pumps<br />
Vane pumps<br />
Oscillating displacement pumps<br />
Disposable design<br />
Hose diaphragm piston pumps<br />
Hydraulic diaphragm pumps<br />
Mechanical diaphragm pumps<br />
Piston/Plunger pumps<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
Paul Bungartz GmbH & Co. KG<br />
Düsseldorfer Str. 79, D-40545 Düsseldorf/Germany<br />
Phone: +49 (0)211 577905-0, Fax: +49 (0)211 577905-12<br />
E-mail: pumpen@bungartz.de<br />
Website: www.bungartz.de<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2-10, 21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0, Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
GRUNDFOS GmbH<br />
Schlüterstr. 33, 40699 Erkrath/Germany<br />
Phone: +49 (0)211 92969-0, Fax: +49 (0)211 92969-3799<br />
E-mail: infoservice@grundfos.de<br />
Website: www.grundfos.com<br />
• • •<br />
• • • • •<br />
• • • • • • • • • • • • •<br />
Hammelmann GmbH<br />
Carl-Zeiss-Str. 6-8, 59302 Oelde/Germany<br />
Phone: +49 (0)2522 76-0, Fax: +49 (0)2522 76-140<br />
E-mail: mail@hammelmann.de<br />
Website: www.hammelmann.de<br />
•<br />
JESSBERGER GmbH<br />
Jägerweg 5-7, 85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400, Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
• • • • • • • •<br />
KAMAT GmbH & Co. KG<br />
Salinger Feld 10, 58454 Witten-Annen/Germany<br />
Phone: +49 (0)2302 8903-0, Fax: +49 (0)2302 801917<br />
E-mail: info@KAMAT.de<br />
Website: www.KAMAT.de<br />
•<br />
110
Drive concept Design features Conveyed media Service<br />
Canned motor<br />
Combustion engine<br />
Hydraulic drive<br />
Linear motor<br />
Magnetic rotor<br />
Pneumatic drive<br />
Stepper motor<br />
Submersible motor<br />
Three-phase asynchronous motor<br />
Abrasion resistant<br />
Hermetically/Leakage-free<br />
High-temperature applications<br />
Hygienic design<br />
Nickel-based materials<br />
Plastic/Plastic lining<br />
Rubberized<br />
Self-priming<br />
Special materials<br />
Stainless steels<br />
Suction aid (Priming aid)<br />
Biomaterials/Foodstuffs<br />
Boiler feed water<br />
Brackish water<br />
Chemicals/Acids/Alkaline solutions<br />
Concrete/Mortar/Cement<br />
Condensate<br />
Coolant<br />
Faeces/Liquid manure<br />
Fish<br />
Fuel<br />
Heating oil<br />
Oils/Greases/Lubricants<br />
Water/Waste water<br />
Installation and commissioning<br />
Maintenance, service and repair<br />
Status and demand analysis<br />
Support and project engineering<br />
Training and instruction<br />
• •<br />
• • • • • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • •<br />
111
Pumps<br />
Type of pumps<br />
Manufacturers/Suppliers<br />
Centrifugal pumps<br />
Axial flow pumps<br />
Block pumps<br />
Channel impeller pumps<br />
Inline pumps<br />
Mixed flow pumps<br />
Pitot tube pumps<br />
Propeller pumps<br />
Radial flow pumps<br />
Side channel pumps<br />
Standardized pumps<br />
Vortex pumps<br />
Rotary positive displacement pumps<br />
Progressive cavity pumps<br />
Gear pumps<br />
Peristaltic pumps<br />
Rotary lobe pumps<br />
Screw pumps<br />
Vane pumps<br />
Oscillating displacement pumps<br />
Disposable design<br />
Hose diaphragm piston pumps<br />
Hydraulic diaphragm pumps<br />
Mechanical diaphragm pumps<br />
Piston/Plunger pumps<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10, 71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0, Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.de<br />
• • •<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7, 97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1, 84478 Waldkraiburg/Germany<br />
Phone: +49 (0)8638 63-0<br />
E-mail: info.nps@netzsch.com<br />
Website: www.pumps-systems.netzsch.com<br />
SEEPEX GmbH<br />
Scharnhölzstr. 344, 46240 Bottrop/Germany<br />
Phone: +49 (0)2041 996-0<br />
E-mail: info@seepex.com<br />
Website: www.seepex.com<br />
Vogelsang GmbH & Co. KG<br />
Holthoege 10-14, 49632 Essen (Oldenburg)/Germany<br />
Phone: +49 (0)5434 83-0, Fax: +49 (0)5434 83-10<br />
E-mail: contact@vogelsang.info<br />
Website: www.vogelsang.info<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (1326) 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
• • • • •<br />
• • • • • • •<br />
• •<br />
• •<br />
• •<br />
112
Drive concept Design features Conveyed media Service<br />
Canned motor<br />
Combustion engine<br />
Hydraulic drive<br />
Linear motor<br />
Magnetic rotor<br />
Pneumatic drive<br />
Stepper motor<br />
Submersible motor<br />
Three-phase asynchronous motor<br />
Abrasion resistant<br />
Hermetically/Leakage-free<br />
High-temperature applications<br />
Hygienic design<br />
Nickel-based materials<br />
Plastic/Plastic lining<br />
Rubberized<br />
Self-priming<br />
Special materials<br />
Stainless steels<br />
Suction aid (Priming aid)<br />
Biomaterials/Foodstuffs<br />
Boiler feed water<br />
Brackish water<br />
Chemicals/Acids/Alkaline solutions<br />
Concrete/Mortar/Cement<br />
Condensate<br />
Coolant<br />
Faeces/Liquid manure<br />
Fish<br />
Fuel<br />
Heating oil<br />
Oils/Greases/Lubricants<br />
Water/Waste water<br />
Installation and commissioning<br />
Maintenance, service and repair<br />
Status and demand analysis<br />
Support and project engineering<br />
Training and instruction<br />
• • • • • • • • • • • •<br />
• • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • •<br />
113
Pumps<br />
Matrix Power ratings<br />
Head p [MPa]<br />
(1 MPa = 10 bar =<br />
100 mWS)<br />
< 0,5 < 2,0 < 6,3 < 25,0 > 25,0<br />
Capacity Q [m3 / h]<br />
< 1 A F K P V<br />
< 10 B G L R W<br />
< 100 C H M S X<br />
< 500 D I N T Y<br />
> 500 E J O U Z<br />
Manufacturers/Suppliers<br />
Centrifugal pumps<br />
Axial flow pumps<br />
Block pumps<br />
Channel impeller pumps<br />
Inline pumps<br />
Mixed flow pumps<br />
Pitot tube pumps<br />
Propeller pumps<br />
Radial flow pumps<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
API 610<br />
centrifugal<br />
pumps<br />
Paul Bungartz GmbH & Co. KG<br />
Düsseldorfer Str. 79, D-40545 Düsseldorf/Germany<br />
Phone: +49 (0)211 577905-0, Fax: +49 (0)211 577905-12<br />
E-mail: pumpen@bungartz.de<br />
Website: www.bungartz.de<br />
A , B, C, D,<br />
E, F, G, H,<br />
I, J, K, L, M,<br />
N, O, P, R,<br />
S, T, U<br />
A , B, C,<br />
D, F, G, H,<br />
I, K, L,<br />
M,N, P,<br />
R, S, T<br />
A , B, C, D,<br />
E, F, G, H,<br />
I, J, K, L, M,<br />
N, O, P, R,<br />
S, T, U<br />
A , B, C,<br />
D, E, F,<br />
G, H, I, J,<br />
K, L, M,<br />
N, O<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2-10, 21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0, Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
J<br />
J<br />
GRUNDFOS GmbH<br />
Schlüterstr. 33, 40699 Erkrath/Germany<br />
Phone: +49 (0)211 92969-0, Fax: +49 (0)211 92969-3799<br />
E-mail: infoservice@grundfos.de<br />
Website: www.grundfos.com<br />
0.25 - 630<br />
kW<br />
11 - 700<br />
kW<br />
0.25 - 200<br />
kW<br />
1.1 - 11<br />
kW<br />
0.12 - 630<br />
kW<br />
11 - 700<br />
kW<br />
0.25 - 630<br />
kW<br />
Hammelmann GmbH<br />
Carl-Zeiss-Str. 6-8, 59302 Oelde/Germany<br />
Phone: +49 (0)2522 76-0, Fax: +49 (0)2522 76-140<br />
E-mail: mail@hammelmann.de<br />
Website: www.hammelmann.de<br />
JESSBERGER GmbH<br />
Jägerweg 5-7, 85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400, Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
A, B, C A, B, C<br />
KAMAT GmbH & Co. KG<br />
Salinger Feld 10, 58454 Witten-Annen/Germany<br />
Phone: +49 (0)2302 8903-0, Fax: +49 (0)2302 801917<br />
E-mail: info@KAMAT.de<br />
Website: www.KAMAT.de<br />
114
Side channel pumps<br />
Standardized pumps<br />
Vortex pumps<br />
Rotary positive displacement pumps<br />
Progressive cavity pumps<br />
Gear pumps<br />
Peristaltic pumps<br />
Rotary lobe pumps<br />
Screw pumps<br />
Vane pumps<br />
Oscillating displacement pumps<br />
Disposable design<br />
Hose diaphragm piston pumps<br />
Hydraulic diaphragm pumps<br />
Mechanical diaphragm pumps<br />
Piston/Plunger pumps<br />
A, B, C, on<br />
F, G, request<br />
H, K, L, M,<br />
P, R, S, V,<br />
W, X<br />
A to Z A, B, C,<br />
F, G,<br />
A, B, C,<br />
F, G,<br />
H, K, L, M, H, K, L, M,<br />
P, R, S, V, P, R, S<br />
W, X<br />
A to Z<br />
H H N<br />
0.25 - 630<br />
kW<br />
0.25 - 75<br />
kW<br />
1.5 - 90<br />
kW<br />
0.09 - 2.2<br />
kW<br />
0.09 - 1.1<br />
kW<br />
0.09 - 2.2<br />
kW<br />
on request<br />
A, B, F,<br />
G<br />
A, B, C,<br />
F, G<br />
A, B, F, G A, B, C, F,<br />
G, H<br />
K, L, M,<br />
N, P, R,<br />
S, T, V,<br />
W, X, Y<br />
115
Pumps<br />
Matrix Power ratings<br />
Head p [MPa]<br />
(1 MPa = 10 bar =<br />
100 mWS)<br />
< 0,5 < 2,0 < 6,3 < 25,0 > 25,0<br />
Capacity Q [m3 / h]<br />
< 1 A F K P V<br />
< 10 B G L R W<br />
< 100 C H M S X<br />
< 500 D I N T Y<br />
> 500 E J O U Z<br />
Manufacturers/Suppliers<br />
Centrifugal pumps<br />
Axial flow pumps<br />
Block pumps<br />
Channel impeller pumps<br />
Inline pumps<br />
Mixed flow pumps<br />
Pitot tube pumps<br />
Propeller pumps<br />
Radial flow pumps<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10, 71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0, Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.de<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7, 97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1, 84478 Waldkraiburg/Germany<br />
Phone: +49 (0)8638 63-0<br />
E-mail: info.nps@netzsch.com<br />
Website: www.pumps-systems.netzsch.com<br />
Up to<br />
300 m 3 /h<br />
up to<br />
24 bar<br />
Up to<br />
2.700<br />
m 3 /h<br />
up to<br />
40 bar<br />
SEEPEX GmbH<br />
Scharnhölzstr. 344, 46240 Bottrop/Germany<br />
Phone: +49 (0)2041 996-0<br />
E-mail: info@seepex.com<br />
Website: www.seepex.com<br />
Vogelsang GmbH & Co. KG<br />
Holthoege 10-14, 49632 Essen (Oldenburg)/Germany<br />
Phone: +49 (0)5434 83-0, Fax: +49 (0)5434 83-10<br />
E-mail: contact@vogelsang.info<br />
Website: www.vogelsang.info<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (1326) 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
116
Side channel pumps<br />
Standardized pumps<br />
Vortex pumps<br />
Rotary positive displacement pumps<br />
Progressive cavity pumps<br />
Gear pumps<br />
Peristaltic pumps<br />
Rotary lobe pumps<br />
Screw pumps<br />
Vane pumps<br />
Oscillating displacement pumps<br />
Disposable design<br />
Hose diaphragm piston pumps<br />
Hydraulic diaphragm pumps<br />
Mechanical diaphragm pumps<br />
Piston/Plunger pumps<br />
A, B, C,<br />
F, G, H,<br />
K, L, M,<br />
P, R, S,<br />
V, W, X<br />
A, B, F,<br />
G<br />
A, B, C, D,<br />
F, G, H, I,<br />
K, L, M,N,<br />
P, R, S, T,<br />
V, W, X, Y<br />
Up to<br />
2.700<br />
m 3 /h<br />
up to<br />
40 bar<br />
Up to<br />
1.000<br />
m 3 /h<br />
up to<br />
240 bar<br />
Up to<br />
21 m 3 /h<br />
up to<br />
10 bar<br />
Up to<br />
1.000<br />
m 3 /h<br />
up to<br />
10 bar<br />
Up to<br />
3.000<br />
m 3 /h<br />
up to<br />
160 bar<br />
on<br />
request<br />
U<br />
U<br />
A, B, C A, B, C,<br />
D, F, G,<br />
H, I<br />
117
Vacuum technology<br />
Range of applications/Applications<br />
Manufacturers/Suppliers<br />
Agricultural technology<br />
Automation solutions<br />
Automobile industry<br />
Beam conducting systems<br />
Beverage industry<br />
Biotechnology<br />
Ceramic industry<br />
Chemical industry<br />
Clamping devices<br />
Coating<br />
Conveying/Materials handling<br />
Distillation in the fine vacuum range<br />
Distillation in the low vacuum range<br />
Distilling<br />
Dry freezing<br />
Drying technology<br />
Electrical industry/Information industry<br />
Electronics<br />
Electron microscopy<br />
Energy technology<br />
Filling technology<br />
Food preservation and packing<br />
Foodstuffs, drinks and tobacco industry<br />
Foundry technology<br />
Heat treatment<br />
Hoisting<br />
Laboratory technology<br />
Laser technology<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0, Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0, Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
SMC Deutschland GmbH<br />
Boschring 13–15, 63229 Egelsbach/Germany<br />
Phone: +49 (0) 6103 / 402-0<br />
Email: info.de@smc.com<br />
Internet: www.smc.de<br />
• • • • • • • • • • • •<br />
• • • • • • • • • • • • • •<br />
• • • • •<br />
Vacuum pumps and systems<br />
Manufacturers/Suppliers<br />
Claw-type vacuum pumps<br />
Cryo-vacuum pumps<br />
Diaphragm vacuum pumps<br />
Diffusion vacuum pumps<br />
Fuel jet vacuum pumps<br />
Gas ring vacuum pumps (Side channel blower)<br />
Getter pumps<br />
Liquid ring vacuum pumps<br />
Pressure vacuum pumps<br />
Reciprocating vacuum pumps<br />
Roots vacuum pumps<br />
Rotary piston vacuum pumps<br />
Screw vacuum pumps (Helicoidal gear vacuum pumps)<br />
Scroll vacuum pumps<br />
Rotary vane vacuum pumps<br />
Steam ejectors<br />
Turbomolecular vacuum pumps<br />
Vacuum systems<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0, Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0, Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
•<br />
• •<br />
118
Vacuum accessories<br />
Leak detection<br />
Low-pressure plasma treatment<br />
Materials technology<br />
Mechanical engineering<br />
Medical technology<br />
Metal finishing<br />
Packaging technology<br />
Petrochemical industry<br />
Pharmaceutical industry<br />
Plastics industry<br />
Printing and paper industry<br />
Refrigeration/Air conditioning technology<br />
Renewable energies<br />
Research institutions<br />
Space simulation technology<br />
Space travel<br />
Spectrometry/Spectroscopy<br />
Sputtering<br />
Steel industry<br />
Suction/Exhausting<br />
Textile industry<br />
Thin layer technology<br />
Universities<br />
Vaporising<br />
Vapour sterilisation<br />
Ventilating<br />
Accessories, other<br />
Analysis devices<br />
Ball valves<br />
Chambers<br />
Cold traps<br />
Component parts<br />
<strong>Components</strong><br />
Condensers<br />
Container<br />
Custom-made devices<br />
Filters<br />
Flange components (flanges, seals, cables)<br />
Leak detectors<br />
Measurement devices<br />
Separators/Traps<br />
Service<br />
Sound enclosures<br />
Special components<br />
Valves<br />
• • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • •<br />
• • • • • •<br />
Vacuum pumping stations<br />
Service<br />
Diffusion pumping stations<br />
Roots vacuum pumping stations with dry-running backing pump<br />
Roots vacuum pumping stations with fluisealed backing pump<br />
Special pumping stations chemical applications<br />
Special pumping stations customer-specific designs<br />
Special pumping stations helium leak detection<br />
Special pumping stations HV and UHV design<br />
Turbomolecular pumping stations with dry-running backing pump<br />
Turbomolecular pumping stations with fluisealed backing pump<br />
Installation and commissioning<br />
Maintenance, service and repair<br />
Status and demand analysis<br />
Support and project engineering<br />
Training and instruction<br />
• • •<br />
119
Vacuum technology<br />
Power Ratings<br />
Key for pressure range<br />
Coarse vacuum 1000 mbar – 1 mbar A<br />
Fine vacuum 1 mbar – 10 -3 mbar B<br />
High vacuum 10 -3 mbar – 10 -7 mbar C<br />
Ultra-high vacuum < 10 -7 mbar D<br />
Manufacturers/Suppliers<br />
Claw-type vacuum pumps<br />
Cryo-vacuum pumps<br />
Diaphragm vacuum pumps<br />
Diffusion vacuum pumps<br />
Fuel jet vacuum pumps<br />
Gas ring vacuum pumps (Side channel blower)<br />
Getter pumps<br />
Liquid ring vacuum pumps<br />
Pressure vacuum pumps<br />
Reciprocating vacuum pumps<br />
Roots vacuum pumps<br />
Rotary piston vacuum pumps<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0, Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
A, B, C<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0, Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
A<br />
120
Screw vacuum pumps (Helicoidal gear vacuum pumps)<br />
Scroll vacuum pumps<br />
Rotary vane vacuum pumps<br />
Steam ejectors<br />
Turbomolecular vacuum pumps<br />
Vacuum systems<br />
Diffusion pumping stations<br />
Roots vacuum pumping stations with dry-running backing pump<br />
Roots vacuum pumping stations with fluisealed backing pump<br />
Special pumping stations chemical applications<br />
Special pumping stations customer-specific designs<br />
Special pumping stations helium leak detection<br />
Special pumping stations HV and UHV design<br />
Turbomolecular pumping stations with dry-running backing pump<br />
Turbomolecular pumping stations with fluisealed backing pump<br />
Chambers<br />
<strong>Components</strong><br />
Leak detectors<br />
Measurement devices<br />
A<br />
121
Compressors<br />
Range of applications/Applications<br />
Manufacturers/Suppliers<br />
Agricultural technology<br />
Automation solutions<br />
Automobile industry<br />
Biogas<br />
Biotechnology<br />
Blast-furnace blowers<br />
Blasting technology<br />
Brewery technology<br />
Bulk transport<br />
Chemical industry<br />
Cleaning (blowing out)<br />
Coke oven technology<br />
Compensating air<br />
Compressed air tools<br />
Construction industry<br />
Control air<br />
Conveying air<br />
Drying<br />
Electrical industry/Information industry<br />
Energy industry<br />
Fertiliser industry<br />
Filling technology<br />
Foodstuffs, drinks and tobacco industry<br />
Foundries<br />
Garage equipment/Tool drive<br />
Garage technology<br />
Gas compressor helium<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0, Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
BAUER KOMPRESSOREN GmbH<br />
Stäblistr. 8, 81477 München/Germany<br />
Phone: +49 (0)89 78049-0, Fax: +49 (0)89 78049-167<br />
E-mail: industrie@bauer-kompressoren.de<br />
Website: www.bauer-kompressoren.de<br />
BOGE KOMPRESSOREN Otto Boge GmbH & Co. KG<br />
Otto-Boge-Straße 1-7, 33739 Bielefeld/Germany<br />
Phone: +49 (0)5206 601-0, Fax +49 (0)5206 601-200<br />
E-mail: info@boge.com<br />
Website: www.boge.com<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0, Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
• • • • • • • • • • • • • • • • • • • • •<br />
• • • •<br />
• • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • •<br />
122
Gas compressor nitrogen<br />
Gas transport<br />
General factory air<br />
Harbour basins<br />
Heat recovery<br />
Laboratory technology<br />
Lifting/Clamping<br />
Machinery and plant engineering<br />
Manual operation<br />
Medical technology<br />
Metallurgical plants and Rolling mills<br />
Mineral oil industry<br />
Mining, pit and quarry<br />
Natural gas industry<br />
Offshore installations<br />
Oil field<br />
Oil firing blowers<br />
Packaging (exclusive foodstuffs)<br />
Paint coating units<br />
Paint spraying technology<br />
Paper and pulp industry<br />
Petrochemical industry<br />
Petrol stations<br />
Pharmaceutical industry<br />
Pneumatic delivery blowers<br />
Powder coating<br />
Precision mechanics and optical industry<br />
Printing industry<br />
Public services<br />
Refinery<br />
Renewable energies<br />
Sand blasting<br />
Sewage technology/Canalisation<br />
Ship technology/Shipyard<br />
Silo technology<br />
Starting of motors/Engines<br />
Switchgears<br />
Technical universities<br />
Textile industry<br />
Trade<br />
Vehicle construction/Aircraft construction<br />
Ventilation of instruments<br />
Wastewater treatment plants<br />
Wind tunnel<br />
Woodworking and wood processing<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •<br />
123
Compressors<br />
Type of compressors<br />
Manufacturers/Suppliers<br />
Axial compressors<br />
Booster, dry-running<br />
Booster, fluilubricated<br />
Breathing air compressors<br />
Construction compressors<br />
Dental compressors<br />
Diaphragm compressors<br />
Gas compressors<br />
Liquid ring compressors<br />
Piston compressors, dry-running<br />
Piston compressors, fluilubricated<br />
Portable screw compressors, fluicooled<br />
Portable screw compressors, fluifree compression<br />
Roots compressors<br />
Rotary gear compressor<br />
Rotary piston blowers<br />
Rotary vane compressors<br />
Rotary vane compressors, dry-running<br />
Rotary vane compressors, fluilubricated<br />
Screw compressors, dry-running<br />
Screw compressors, fluilubricated<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0, Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
• • • • • • • •<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
BAUER KOMPRESSOREN GmbH<br />
Stäblistr. 8, 81477 München/Germany<br />
Phone: +49 (0)89 78049-0, Fax: +49 (0)89 78049-167<br />
E-mail: industrie@bauer-kompressoren.de<br />
Website: www.bauer-kompressoren.de<br />
• • • • •<br />
BOGE KOMPRESSOREN Otto Boge GmbH & Co. KG<br />
Otto-Boge-Straße 1-7, 33739 Bielefeld/Germany<br />
Phone: +49 (0)5206 601-0, Fax +49 (0)5206 601-200<br />
E-mail: info@boge.com<br />
Website: www.boge.com<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0, Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
• • • • • • • • • •<br />
124
Conveyed media<br />
Service<br />
Scroll compressors<br />
Side channel compressors<br />
Small and very small compressors<br />
Turbines/Expander<br />
Turbo chargers<br />
Turbo compressors, axial<br />
Turbo compressors, radial<br />
Turbo compressors, radial/axial<br />
Acetylene<br />
Ammonia<br />
Breathing air<br />
Carbonic acid<br />
Chloric gas<br />
Compressed air<br />
Ethylene<br />
Gases, other<br />
Helium<br />
Hydrogen<br />
Natural gas<br />
Nitrogen<br />
Oxygen<br />
Synthesis gas<br />
Vapour<br />
Installation and commissioning<br />
Maintenance, service and repair<br />
Status and demand analysis<br />
Support and project engineering<br />
Training and instruction<br />
• • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • •<br />
• • • • • • • •<br />
• • • • • • • • • •<br />
125
Compressors<br />
Power Ratings<br />
Key for volume flow and pressure<br />
Volume V<br />
m<br />
[ ]<br />
3<br />
min<br />
<br />
Pressure [in bar] 0–0,2 0,2–5 5–20 20–100 > 100<br />
0 – 2 A B C D E<br />
2 – 10 F G H I J<br />
10 – 25 K L M N O<br />
25 – 50 P Q R S T<br />
> 50 U V W X Y<br />
Manufacturers/Suppliers<br />
Axial compressors<br />
Booster, dry-running<br />
Booster, fluilubricated<br />
Breathing air compressors<br />
Construction compressors<br />
Dental compressors<br />
Diaphragm compressors<br />
Gas compressors<br />
Liquid ring compressors<br />
Piston compressors, dry-running<br />
Piston compressors, fluilubricated<br />
Portable screw compressors, fluicooled<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154-81-0<br />
Fax: +49 (0)5154-81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
E, J, O,<br />
T<br />
G<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15, 50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail: atlascopco.energas@de.atlascopco.com<br />
Website: www.atlascopco-gap.com<br />
BAUER KOMPRESSOREN GmbH<br />
Stäblistr. 8, 81477 München/Germany<br />
Phone: +49 (0)89 78049-0<br />
Fax: +49 (0)89 78049-167<br />
E-mail: industrie@bauer-kompressoren.de<br />
Website: www.bauer-kompressoren.de<br />
25-500<br />
bar<br />
1,1-315<br />
kW<br />
Motorpower<br />
25-500<br />
bar<br />
1,1-315<br />
kW<br />
Motorpower<br />
25-500<br />
bar<br />
1,1-315<br />
kW<br />
Motorpower<br />
25-500<br />
bar<br />
1,1-315<br />
kW<br />
Motorpower<br />
BOGE KOMPRESSOREN Otto Boge GmbH & Co. KG<br />
Otto-Boge-Straße 1-7, 33739 Bielefeld/Germany<br />
Phone: +49 (0)5206 601-0<br />
Fax +49 (0)5206 601-200<br />
E-mail: info@boge.com<br />
Website: www.boge.com<br />
5.5<br />
up to<br />
11 kW<br />
5.5<br />
up to<br />
18.5 kW<br />
0.75<br />
up to<br />
30 kW<br />
0.75<br />
up to<br />
30 kW<br />
5.5<br />
up to<br />
18.5 kW<br />
0.75<br />
up to<br />
11 kW<br />
0.65<br />
up to<br />
18.5 kW<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561-640-0<br />
Fax: +49 (0)9561-640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
G, H, L,<br />
M, Q, R<br />
G, H, I,<br />
L, M, N<br />
F, G F, G, K,<br />
L, P, Q<br />
G, H, I,<br />
L, M, N<br />
126
Portable screw compressors, fluifree compression<br />
Roots compressors<br />
Rotary gear compressor<br />
Rotary piston blowers<br />
Rotary vane compressors<br />
Rotary vane compressors, dry-running<br />
Rotary vane compressors, fluilubricated<br />
Screw compressors, dry-running<br />
Screw compressors, fluilubricated<br />
Scroll compressors<br />
Side channel compressors<br />
Small and very small compressors<br />
Turbo chargers<br />
Turbo compressors, axial<br />
Turbo compressors, radial<br />
Turbo compressors, radial/axial<br />
B, C, D,<br />
E<br />
B, C, D,<br />
E<br />
B, C, D,<br />
E, G, H,<br />
I, J, M,<br />
N, O<br />
G, H, I,<br />
J, L, M,<br />
N, O, T<br />
I, J, N,<br />
O, S, T,<br />
X, Y<br />
900 kW Air up to<br />
30 MW,<br />
500,000<br />
m 3 /h;<br />
PP/PE:<br />
10 MW,<br />
65,000<br />
m 3 /h<br />
up to<br />
35 MW,<br />
208 bar,<br />
500,000<br />
m 3 /h<br />
on<br />
request<br />
on<br />
request<br />
45<br />
up to<br />
355 kW<br />
2.2<br />
up to<br />
315 kW<br />
4 up to<br />
30 kW<br />
0.65<br />
up to<br />
1.5 kW<br />
150 +<br />
220 kW<br />
on B, C, D,<br />
request E<br />
B, C, D,<br />
E<br />
H, I G, H, I,<br />
L, M, N<br />
D, E<br />
127
Compressed air technology<br />
Compressed air production<br />
Compressed air treatment<br />
Manufacturers/Suppliers<br />
Booster, dry-running<br />
Booster, fluilubricated<br />
Diaphragm compressors<br />
Piston compressors, dry-running<br />
Piston compressors, fluilubricated<br />
Roots compressors/Rotary piston blowers<br />
Rotary gear compressor<br />
Rotary vane compressors, dry-running<br />
Rotary vane compressors, fluilubricated<br />
Screw compressors, dry-running<br />
Screw compressors, fluilubricated<br />
Scroll compressors<br />
Turbo compressors<br />
Adsorber (hydrocarbon)<br />
Adsorption dryer<br />
Combination dryer (Refrigeration/adsorption dryer)<br />
Compressed air filter<br />
Condensation drain and treatment<br />
Emulsion separator<br />
Maintenance unit<br />
Membrane dryer<br />
Nitrogen generators<br />
Oil-water separator<br />
Pressure maintaining systems<br />
Pressure vessels<br />
Refrigeration dryer<br />
Water separator<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28, 31855 Aerzen/Germany<br />
Phone: +49 (0)5154 81-0, Fax: +49 (0)5154 81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
BAUER KOMPRESSOREN GmbH<br />
Stäblistr. 8, 81477 München/Germany<br />
Phone: +49 (0)89 78049-0, Fax: +49 (0)89 78049-167<br />
E-mail: industrie@bauer-kompressoren.de<br />
Website: www.bauer-kompressoren.de<br />
BOGE KOMPRESSOREN Otto Boge GmbH & Co. KG<br />
Otto-Boge-Straße 1-7, 33739 Bielefeld/Germany<br />
Phone: +49 (0)5206 601-0, Fax +49 (0)5206 601-200<br />
E-mail: info@boge.com<br />
Website: www.boge.com<br />
KAESER KOMPRESSOREN SE<br />
POB 2143, 96410 Coburg/Germany<br />
Phone: +49 (0)9561 640-0, Fax: +49 (0)9561 640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
SMC Deutschland GmbH<br />
Boschring 13–15, 63229 Egelsbach/Germany<br />
Phone: +49 (0) 6103 / 402-0<br />
Email: info.de@smc.com<br />
Internet: www.smc.de<br />
• • • • • • • • • • • • • •<br />
• • • • • •<br />
• • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • •<br />
128
Pressure<br />
distribution<br />
Compressed air tools Other Service<br />
Connection technology<br />
Hoses<br />
Pipes/Pipe systems<br />
Valves<br />
Workshop equipment<br />
Clamping/Nailing/Riveting<br />
Drilling/Screwing<br />
Grinding/Polishing/Brushing<br />
Hammering/Chiselling<br />
Milling/Thread<br />
Painting/Spraying<br />
Planing/Filing<br />
Sandblasting/Purging<br />
Sawing/Cutting/Separating<br />
Other Compressed air tools<br />
Controllers and management systems<br />
Heat exchangers and aftercoolers<br />
Heat recovery systems<br />
Measurement devices (volume flow, pressure, dew point)<br />
Residual oil content measurement<br />
Suction filters<br />
Installation and commissioning<br />
Maintenance, service and repair<br />
Status and demand analysis<br />
Support and project engineering<br />
Training and instruction<br />
• • • • • • • •<br />
• • • • • •<br />
• • • • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • •<br />
• • •<br />
129
<strong>Components</strong><br />
Range of applications<br />
Manufacturers/Suppliers<br />
Agricultural technology<br />
Automation solutions<br />
Biotechnology<br />
Chemical and process technology<br />
Containers and tanks<br />
Conveyor technology<br />
District heating<br />
Fluid technology<br />
Food and beverage industry<br />
Gas distribution<br />
Marine and sea engineering<br />
Pharmaceutical industry and cosmetics<br />
Pipeline systems and offshore technology<br />
Power plant technology and energy supply<br />
Refrigeration and cryo technology<br />
Renewable energies<br />
Solids<br />
Water extraction, treatment, supply and wastewater disposal<br />
Other industrial applications<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2-10, 21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0, Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
Georg Fischer Piping Systems Ltd<br />
Ebnatstrasse 111<br />
8201 Schaffhausen/Switzerland<br />
E-mail: info.de.ps@georgfischer.com<br />
Website: www.gfps.com<br />
Goetze KG Armaturen<br />
Robert-Mayer-Str. 21, 71636 Ludwigsburg/Germany<br />
Phone: +49 (0)7141 48894-60, Fax: +49 (0)7141 48894-88<br />
E-mail: info@goetze-armaturen.de<br />
Website: www.goetze-group.com<br />
JESSBERGER GmbH<br />
Jaegerweg 5, 85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400, Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
JUMO GmbH & Co. KG<br />
Moritz-Juchheim-Straße 1, 36039 Fulda/Germany<br />
Phone: +49 (0)661 6003-0, Fax: +49 (0)661 6003-881-2346<br />
E-mail: info@jumo.net<br />
Website: www.jumo.net<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10, 71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0, Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.de<br />
• • • • •<br />
• • • • •<br />
• • • • • • • • •<br />
• • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • • • •<br />
• • • • • • • • •<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7, 97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
SMC Deutschland GmbH<br />
Boschring 13–15, 63229 Egelsbach/Germany<br />
Phone: +49 (0) 6103 / 402-0<br />
Email: info.de@smc.com<br />
Internet: www.smc.de<br />
• • • • • • •<br />
• • • •<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (1326) 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
Zwick Armaturen GmbH<br />
Egerstr. 1 & 25, 58256 Ennepetal/Germany<br />
Phone: +49 (0)2333 9856-5, Fax: +49 (0)2333 9856-6<br />
E-mail: info@zwick-armaturen.de,<br />
Website: www.zwick-armaturen.de<br />
• • • • • • • •<br />
130
Industrial valves<br />
Valves<br />
Automatic valves<br />
Check valves, lift type<br />
Heavy duty valves<br />
Outlet valves for vessels<br />
Plastic valves<br />
Regulators and control valves<br />
Shut-off valves<br />
Special valves<br />
Stainless steel valves<br />
Angle seat valves<br />
Bellow-type valves<br />
Check valves, lift type<br />
Compressed air valves<br />
Control valves<br />
Cryogenic valves<br />
Diaphragm valves<br />
Drain and vent valves<br />
Float valves<br />
Hydraulic valves<br />
Magnetic valves<br />
Monoflange valves<br />
Multiway valves<br />
Needle valves<br />
Pinch valves<br />
Piston valves<br />
Pressure control valves<br />
Pressure reducing valves<br />
Safety valves<br />
Sampling valves<br />
Shut-off valves<br />
Special valves<br />
Steam valves<br />
Other valves<br />
• • • • • • • • • •<br />
• • •<br />
• • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • •<br />
• • •<br />
• • • • • •<br />
131
<strong>Components</strong><br />
<strong>Components</strong> and assemblies<br />
Butterfly/Gate valves<br />
Manufacturers/Suppliers<br />
Compensators<br />
Condensate separators<br />
Couplings<br />
Filters<br />
Gear drives<br />
Pipelines and hoses<br />
Pipe fittings<br />
Pressure vessels<br />
Seals and seals systems, dynamic<br />
Seals and seals systems, static<br />
Separators<br />
Sight glasses<br />
Other accessories<br />
Backflow flaps<br />
Butterfly control valves<br />
Butterfly valves, shut-off<br />
Check valves, swing type<br />
Gate valves, shut-off<br />
Knife-gate valves<br />
Slide valves<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2-10, 21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0, Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
Georg Fischer Piping Systems Ltd<br />
Ebnatstrasse 111<br />
8201 Schaffhausen/Switzerland<br />
E-mail: info.de.ps@georgfischer.com<br />
Website: www.gfps.com<br />
• • • • •<br />
• • •<br />
Goetze KG Armaturen<br />
Robert-Mayer-Str. 21, 71636 Ludwigsburg/Germany<br />
Phone: +49 (0)7141 48894-60, Fax: +49 (0)7141 48894-88<br />
E-mail: info@goetze-armaturen.de<br />
Website: www.goetze-group.com<br />
JESSBERGER GmbH<br />
Jaegerweg 5, 85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400, Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
JUMO GmbH & Co. KG<br />
Moritz-Juchheim-Straße 1, 36039 Fulda/Germany<br />
Phone: +49 (0)661 6003-0, Fax: +49 (0)661 6003-881-2346<br />
E-mail: info@jumo.net<br />
Website: www.jumo.net<br />
•<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10, 71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0, Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.de<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7, 97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
SMC Deutschland GmbH<br />
Boschring 13–15, 63229 Egelsbach/Germany<br />
Phone: +49 (0) 6103 / 402-0<br />
Email: info.de@smc.com<br />
Internet: www.smc.de<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (1326) 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
• • •<br />
•<br />
Zwick Armaturen GmbH<br />
Egerstr. 1 & 25, 58256 Ennepetal/Germany<br />
Phone: +49 (0)2333 9856-5, Fax: +49 (0)2333 9856-6<br />
E-mail: info@zwick-armaturen.de,<br />
Website: www.zwick-armaturen.de<br />
• • •<br />
132
Ball and plug valves Actuators and positioners Measuring-Control technology/Sensors Other<br />
Ball valves<br />
Cylindrical plug valves<br />
Floor drain ball valves<br />
Multiway ball valves<br />
Plug valves<br />
Sampling ball valves<br />
Actuator accessories<br />
Actuators<br />
Control actuators<br />
Electrical actuators<br />
Electropneumatically and electrohydraulically positioners<br />
Hydraulic actuators<br />
Manual actuators<br />
Pneumatic actuators<br />
Underwater actuators<br />
Other actuators<br />
Analysis<br />
Condition monitoring<br />
Electronic monitoring and control<br />
Fill level<br />
Flow<br />
Function monitoring<br />
Gas leakage<br />
Humidity<br />
Pressure<br />
Residual oil vapour<br />
Temperature<br />
Commissioning<br />
Planning/Engineering<br />
Services/Maintenance<br />
Training/Instruction<br />
• • • • • • • •<br />
• • • • • • • • • •<br />
•<br />
• • • • • • • • • • •<br />
• • • • • • • • • •<br />
•<br />
133
Brand name register<br />
ABEL GmbH<br />
Abel-Twiete 1<br />
21514 Büchen/Germany<br />
Phone: +49 (0)4155 818-0<br />
E-mail: abel-mail@idexcorp.com<br />
Website: www.abelpumps.com<br />
As a leading global pump manufacturer,<br />
ABEL supplies robust and AI-powered pump systems<br />
for abrasive, aggressive, and shear-sensitive media.<br />
The main areas of pump application include mine<br />
backfilling, the transfer of mine tailings, dewatered<br />
sewage sludge and other sludges from various<br />
industrial processes, as well as filter press feeding.<br />
For exhibition-participation<br />
please visit our homepage:<br />
https://abelpumps.com/en/<br />
Aerzen Maschinenfabrik GmbH<br />
Reherweg 28<br />
31855 Aerzen/Germany<br />
Phone: +49 (0)5154 81-0<br />
Fax: +49 (0)5154 81-9191<br />
E-mail: info@aerzen.com<br />
Website: www.aerzen.com<br />
Positive displacement blowers<br />
Rotary piston compressors<br />
Screw compressors<br />
Turbo blowers<br />
Rotary piston gas meters<br />
For exhibition-participation<br />
please visit our homepage<br />
www.aerzen.com<br />
AF Compressors<br />
Ateliers François S.A.<br />
Rue côte d‘Or 274<br />
4000 Liège/Belgium<br />
Phone: +43 (0)664 9207 944<br />
E-mail: opc@afcompressors.com<br />
Website: www.afcompressors.com<br />
AF offers a complete range of oil-free compressors<br />
“high and low” pressure.<br />
20-40 bar oil-free piston PET compressors for PET<br />
bottling or other applications.<br />
8 and 10 bar oil-free OPC range of piston<br />
compressors for any industrial applications<br />
(possibilities from 6-15 bar).<br />
- Compressor management systems<br />
- Smart Inverter Starter<br />
- Variable speed drive<br />
- Separate cooling systems<br />
For our presence on international<br />
exhibitions, please visit our website:<br />
www.afcompressors.com<br />
Atlas Copco Gas and <strong>Process</strong><br />
Schlehenweg 15<br />
50999 Köln/Germany<br />
Phone: +49 (0)2236 9650 0<br />
E-mail:<br />
atlascopco.energas@de.atlascopco.com<br />
Website:<br />
www.atlascopco-gap.com<br />
Industrial heat pumps and heat pumps systems<br />
using turbocompressors, integrally-geared<br />
turbocompressors, direct-driven turbocompressors,<br />
turboexpanders (integrally-geared and direct-driven),<br />
Companders, oil-free gas screw compressors,<br />
API 610 centrifugal pumps, as well as corresponding<br />
services. Markets served: Energy (conventional +<br />
renewable), hydrocarbon processing, chemical/<br />
petrochemical, new markets (i.e., hydrogen, CCUS<br />
etc.), industrial gases.<br />
For exhibition-participation<br />
please visit our homepage<br />
www.atlascopco-gap.com<br />
AVIBIA GmbH<br />
Büchlerhausen 22<br />
51766 Engelskirchen/Germany<br />
Phone: +49 (0)2263 96 907 33<br />
E-mail: info@avibia.de<br />
AVIBIA is your expert partner for condition<br />
monitoring of rotating machines. We implement<br />
modern condition monitoring solutions. Our product<br />
range extends from sensors to IoT systems.<br />
We monitor vibrations, rotational speeds, and<br />
bearing conditions. Our consulting services are<br />
independent and practical. Our solutions are based<br />
on the latest technology. We combine our own<br />
products with those of strong partners to create<br />
added value for our customers.<br />
MEORGA<br />
May 6 <strong>2026</strong>, Bochum<br />
Kraftwerkstechnisches Kolloquium<br />
Oktober 6–7, <strong>2026</strong>, Dresden<br />
134
Brand name register<br />
BAUER KOMPRESSOREN GmbH<br />
Stäblistr. 8<br />
81477 München/Germany<br />
Phone: +49 (0)89 78049-0<br />
Fax: +49 (0)89 78049-167<br />
E-mail: industrie@bauer-kompressoren.de<br />
Website: www.bauer-kompressoren.de<br />
BAUER KOMPRESSOREN is one of the leading<br />
manufacturers of medium and high-pressure system<br />
for the compression of air and gases worldwide.<br />
- Medium and high-pressure compressors<br />
- 25 – 500 bar, 2.2 – 315 kW<br />
- Air and gas treatment<br />
- Storage systems<br />
- Air and gas distribution<br />
- Gas measurement systems<br />
- Controls<br />
For current trade fairs please visit:<br />
www.bauer-kompressoren.de/<br />
news-events/trade-show-dates/<br />
BOGE KOMPRESSOREN<br />
Otto Boge GmbH & Co. KG<br />
Otto-Boge-Straße 1–7<br />
33739 Bielefeld/Germany<br />
Phone: +49 (0)5206 601-0<br />
Fax: +49 (0)5206 601-200<br />
E-mail: info@boge.com<br />
Website: www.boge.com<br />
BOGE AIR. THE AIR TO WORK.<br />
Customers in over 120 countries worldwide trust the<br />
BOGE brand.<br />
The product range includes screw compressors and<br />
piston compressors in oil-lubricated and oil-free<br />
versions, scroll and turbo compressors, compressed<br />
air treatment systems, controls and heat recovery,<br />
as well as customised special solutions. Since 2023,<br />
the BOGE product portfolio has been expanded to<br />
include nitrogen and oxygen generators, offering<br />
complete solutions from a single source –<br />
efficient, safe and sustainable.<br />
For up-to-date exhibition activities<br />
please visit our website:<br />
www.boge.com<br />
BRINKMANN PUMPEN<br />
K.H. Brinkmann GmbH & Co. KG<br />
Friedrichstr. 2<br />
58791 Werdohl/Germany<br />
Phone: +49 (0)2392 5006-0<br />
Fax: +49 (0)2392 5006-180<br />
E-mail: sales@brinkmannpumps.de<br />
Website: www.brinkmannpumps.de<br />
BRINKMANN PUMPS offers a complete range<br />
of powerful pump solutions based on centrifugal<br />
pumps or screw spindle pumps for various<br />
applications:<br />
- Multiphase conveyance<br />
- Plastic recycling<br />
- Mechanical engineering<br />
- Electric mobility<br />
- Optical machines<br />
- Dosing technology<br />
- Pump control<br />
- Drive technology<br />
- Renewable energies<br />
For current trade fairs, please visit<br />
our website:<br />
www.brinkmannpumps.de<br />
Paul Bungartz GmbH & Co. KG<br />
Düsseldorfer Str. 79<br />
D-40545 Düsseldorf/Germany<br />
Phone: +49 (0)211 577905-0<br />
Fax: +49 (0)211 577905-12<br />
E-mail: pumpen@bungartz.de<br />
Website: www.bungartz.de<br />
- Horizontal pumps with hydrodynamic shaft seal<br />
- Vertical pumps for wet and dry installations, without<br />
bearings in the liquid, also for Zone 0 use<br />
- Options of hydrodynamic sealing downstream:<br />
Stuffing box, mechanical seal, dry running magnet<br />
coupling<br />
- All castable and weldable stainless steel qualities<br />
- Special materials such as titanium, zirconium, etc.<br />
Please visit our homepage<br />
www.bungartz.de<br />
Maschinenfabrik Gustav Eirich<br />
GmbH & Co KG<br />
Walldürner Str. 50<br />
74736 Hardheim/Germany<br />
Phone: +49 6283 51-0<br />
Fax: +49 6283 51-325<br />
E-mail: eirich@eirich.de<br />
Website: www.eirich.de<br />
Delivery program:<br />
As a leading manufacturer of machines and systems,<br />
Eirich has been pioneering advanced technologies<br />
for mixing, granulating, dispersing and more since<br />
1863. “Eirich digital” also offers numerous services,<br />
from smart spare parts systems to AI-based process<br />
analysis.<br />
For current trade fairs, please visit<br />
our homepage:<br />
www.eirich.de/de/<br />
135
Brand name register<br />
FELUWA Pumpen GmbH<br />
Beulertweg 10<br />
54570 Mürlenbach/Germany<br />
Phone: +49 (0)6594 10-0<br />
Fax: +49 (0)6594 10-200<br />
E-mail: info@feluwa.de<br />
Website: www.feluwa.com<br />
FELUWA MULTISAFE ® double hose-diaphragm<br />
pumps are hermetically sealed, oscillating positive<br />
displacement pumps and the ideal solution for<br />
pumping abrasive, aggressive and toxic media. Their<br />
exceptional suitability for heterogeneous mixtures<br />
with a high solids content and for extreme pumping<br />
temperatures make them the choice for demanding<br />
applications. In addition, FELUWA Wastewater<br />
<strong>Technology</strong> offers high-quality pumps and systems<br />
for efficient wastewater disposal in industrial plants<br />
as well as in private and public buildings.<br />
For current trade fairs, please visit<br />
our website:<br />
www.feluwa.com<br />
GEA Tuchenhagen GmbH<br />
Am Industriepark 2–10<br />
21514 Büchen/Germany<br />
Phone: +49 (0)4155 49-0<br />
Fax: +49 (0)4155 49-2423<br />
E-mail: flowcomponents@gea.com<br />
Website: www.gea.com<br />
Hygienic Pumps<br />
Hygienic valves<br />
Aseptic valves<br />
Cleaning technology<br />
Further information are available<br />
on our website:<br />
www.gea.com<br />
Georg Fischer Piping Systems Ltd<br />
Ebnatstrasse 111<br />
8201 Schaffhausen/Switzerland<br />
E-mail: info.de.ps@georgfischer.com<br />
Website: www.gfps.com<br />
• Ball Valves<br />
• Smart Actuators<br />
• Measurement<br />
• Valves<br />
• Industrial Ethernet Connectivity<br />
• Butterfly Valve 565<br />
The plastic Butterfly Valve 565 ensures reliable fluid<br />
control in water and water treatment applications.<br />
As a fully compatible and lightweight valve, it is<br />
available in wafer and lug style versions, versatile for<br />
different applications.<br />
Data Center World<br />
June 4–5, Frankfurt<br />
Hydrogen <strong>Technology</strong> Expo<br />
October 21–23, Hamburg<br />
Semicon<br />
November 18–21, München<br />
Further information are available on<br />
our website:<br />
www.gfps.com<br />
Goetze KG Armaturen<br />
Robert-Mayer-Str. 21<br />
71636 Ludwigsburg/Germany<br />
Phone: +49 (0)7141 48894 60<br />
E-mail: info@goetze.de<br />
Website: www.goetze-group.com<br />
For more than 75 years, Goetze KG Armaturen has<br />
been manufacturing high-performance fittings<br />
and valves. The family-run company with its<br />
Headquarters in Ludwigsburg, has made a name<br />
for itself worldwide with its quality level (“Made<br />
in Germany”) - meanwhile more than half of its<br />
production now goes to foreign markets.<br />
For current trade fairs, please visit<br />
our website:<br />
www.goetze-group.com/en/company/<br />
exhibitions<br />
GRUNDFOS GmbH<br />
Schlüterstr. 33<br />
40699 Erkrath/Germany<br />
Phone: +49 (0)211 92969-0<br />
Fax: +49 (0)211 92969-3799<br />
E-mail: infoservice@grundfos.de<br />
Website: www.grundfos.com<br />
Intelligent pumps and solutions for building services,<br />
industry and water utility, including circulator pumps,<br />
endsuction pumps, multistage pumps, pressure<br />
boosting systems, immersible pumps, inline pumps,<br />
dosing pumps, lifting stations, submersible ground<br />
and wastewater pumps<br />
For current trade fairs,<br />
please visit your local Grundfos<br />
website<br />
136
Brand name register<br />
Hammelmann GmbH<br />
Carl-Zeiss-Str. 6–8<br />
59302 Oelde/Germany<br />
Phone: +49 (0)2522 76-0<br />
Fax: +49 (0)2522 76-140<br />
E-mail: mail@hammelmann.de<br />
Website: www.hammelmann.de<br />
High-pressure plunger pumps<br />
<strong>Process</strong> pumps<br />
Sewer cleaning pumps<br />
Mining pumps (deep mining industry)<br />
Hot water appliances<br />
Operating pressure up to 4,500 bar<br />
Flow rate up to 4,250 l/min<br />
Applications systems for cleaning, removing,<br />
cutting, coating removal, decorning, deburring<br />
with high pressure water<br />
Worldwide participations in trade<br />
fairs,for current trade fairs, please<br />
visit our homepage:<br />
www.hammelmann.com<br />
We are looking forward to your visit!<br />
JESSBERGER GmbH<br />
Jägerweg 5–7<br />
85521 Ottobrunn/Germany<br />
Phone: +49 (0)89 666633-400<br />
Fax: +49 (0)89 666633-411<br />
E-mail: info@jesspumpen.de<br />
Website: www.jesspumpen.de<br />
The family-run company JESSBERGER headquartered<br />
in Ottobrunn near Munich is manufacturer of electric<br />
and pneumatic driven drum- and container pumps,<br />
vertical and horizontal progressive cavity pumps,<br />
dosing pumps for high viscous media, hand operated<br />
pumps and a comprehensive range of accessories<br />
like flowmeters, nozzles etc. Air operated diaphragm<br />
pumps, horizontal centifugal pumps (also available<br />
as magnetically coupled seal-less centrifugal pumps)<br />
and vertical centrifugal pumps complete the delivery<br />
program beside further industrial pumps.<br />
For current trade fairs, please visit<br />
www.jesspumpen.de<br />
We are looking forward to your visit!<br />
JUMO GmbH & Co. KG<br />
Moritz-Juchheim-Straße 1<br />
36039 Fulda/Germany<br />
Phone: +49 (0)661 6003-0<br />
Fax: +49 (0)661 6003-881-2346<br />
E-mail: info@jumo.net<br />
Website: www.jumo.net<br />
Delivery program<br />
• Temperature sensors and heat meters<br />
• Transmitters and controllers<br />
• Automation system and digital indicators<br />
• Hygro transducers and hygrothermal transducers<br />
• Measuring devices and flow sensors<br />
• Level probes and float switches<br />
• Level sensors and level switches<br />
• Solid state relays and power controllers<br />
Current trade fairs:<br />
messen.jumo.info<br />
KAESER KOMPRESSOREN SE<br />
Postfach 21 43<br />
96410 Coburg/Germany<br />
Phone: +49 (0)9561 640-0<br />
Fax: +49 (0)9561 640-130<br />
E-mail: produktinfo@kaeser.com<br />
Website: www.kaeser.com<br />
Screw compressors oil-cooled/dry-running,<br />
compressor controllers, reciprocating compressors,<br />
oil-lubricated and dry, high pressure compressors,<br />
boosters, portable compressors, screw vacuum<br />
pumps, compressed air treatment components,<br />
pneumatic accessories, refrigeration dryers, rotary<br />
blowers, screw blowers, magnetic, bearing turbo<br />
blower, services around compressed air (analyse,<br />
services, contracting)<br />
For current trade fairs, please visit<br />
www.kaeser.com<br />
KAMAT GmbH & Co. KG<br />
Salinger Feld 10<br />
58454 Witten/Germany<br />
Phone: +49 (0)2302 8903-0<br />
Fax: +49 (0)2302 801917<br />
E-mail: info@KAMAT.de<br />
Website: www.KAMAT.de<br />
High pressure plunger pumps + systems<br />
Mining pumps + systems<br />
<strong>Process</strong> pumps + Systems<br />
Water hydraulic pumps + Systems<br />
Operating pressures up to 4000 bar<br />
Flow rates up to 10,000 l/min<br />
Systems in mobile and stationary design<br />
KAMAT valve technology and water tools<br />
For KAMAT‘S current global trade fair<br />
partipcipations, visit<br />
www.KAMAT.de/en/innovations-and -<br />
exhibitions.html<br />
We are looking forward to your visit!<br />
137
Brand name register<br />
KRACHT GmbH<br />
Gewerbestr. 20<br />
58791 Werdohl/Germany<br />
Phone: +49 (0)2392 935-0<br />
Fax: +49 (0)2392 935-209<br />
E-mail: info@kracht.eu<br />
Website: www.kracht.eu<br />
We are a leading German technology provider for<br />
pumps, fluid measurement, valves, hydraulic drives,<br />
and customized system solutions.<br />
Our modular gear pumps are used as transfer and<br />
lubrication pumps, as process pumps for abrasive<br />
or poorly lubricating fluids, as high-precision dosing<br />
pumps, and as hydraulic pumps for pressures up to<br />
315 bar. In addition, we develop customized special<br />
pumps for specific applications in close collaboration<br />
with our customers.<br />
Current trade fair dates:<br />
www.kracht.eu<br />
We are looking forward to your visit!<br />
KRAL GmbH<br />
Bildgasse 40, Industrie Nord<br />
6890 Lustenau/Austria<br />
Phone: +43 (0)5577 86644-0<br />
E-mail: kral@kral.at<br />
Website: www.kral.at<br />
KRAL GmbH is an internationally established<br />
manufacturer of screw pumps and high-precision<br />
flowmeters for demanding industrial applications.<br />
Its products are recognized worldwide for reliability,<br />
precision, and long service life.<br />
KRAL screw pumps provide high flow rates with<br />
a compact design and are also suitable for high<br />
differential pressures. Oils and other lubricating,<br />
non-aggressive fluids are conveyed almost pulsationfree<br />
and with very low noise. A special solution is<br />
the hermetically sealed magnetic-coupled pump<br />
designed for operating temperatures of up to 300 °C.<br />
The robustly engineered KRAL flowmeters deliver<br />
laboratory-level measurement accuracy even under<br />
harsh operating conditions.<br />
Current trade fair dates and details<br />
can be found at<br />
www.kral.at<br />
LEWA Solutions GmbH<br />
Ulmer Str. 10<br />
71229 Leonberg/Germany<br />
Phone: +49 (0)7152 14-0<br />
Fax: +49 (0)7152 14-1303<br />
Website: www.lewa.de<br />
- Metering Pumps<br />
- <strong>Process</strong> Diaphragm Pumps<br />
- Metering Systems<br />
- Packages<br />
- After sales service<br />
Current trade fair dates<br />
can be found at:<br />
www.lewa.com/en/<br />
lewa-group/exhibitions-and-events<br />
Lutz Pumpen GmbH<br />
Erlenstr. 5–7<br />
97877 Wertheim/Germany<br />
Phone: +49 (0)9342 879-0<br />
E-mail: info@lutz-pumpen.de<br />
Website: www.lutz-pumpen.de<br />
Lutz Pumpen GmbH is a leading manufacturer of<br />
industrial pumps with a focus on work safety and the<br />
highest demands.<br />
The product range includes drum pumps, container<br />
pumps, air-operated diaphragm pumps, flow meters,<br />
centrifugal pumps as well as system solutions.<br />
Current trade fair dates can be found<br />
on our website:<br />
www.lutz-pumpen.de<br />
NETZSCH Pumpen & Systeme GmbH<br />
Geretsrieder Str. 1<br />
84478 Waldkraiburg/Germany<br />
Phone: +49 (0)8638 63-0<br />
E-mail: info.nps@netzsch.com<br />
Website:<br />
https://pumps-systems.netzsch.com/en<br />
As a specialist for conveying complex media,<br />
NETZSCH develops customised and sophisticated<br />
pump solutions on a global level. The product<br />
spectrum ranges from the industry’s smallest<br />
metering pumps to high-volume pumps for<br />
applications in the oil & gas or mining industries.<br />
NETZSCH offers NEMO ® progressing cavity pumps,<br />
TORNADO ® rotary lobe pumps, NOTOS ® multi<br />
screw pumps, PERIPRO ® peristaltic pumps, grinders,<br />
macerators, dosing technology and barrel emptying<br />
units, accessories and service.<br />
For current trade fairs, please visit:<br />
https://pumps-systems.netzsch.com/<br />
en/events<br />
138
Brand name register<br />
ProMinent GmbH<br />
Im Schuhmachergewann 5–11<br />
69123 Heidelberg/Germany<br />
Phone: +49 (0)6221 842-0<br />
E-mail: info@prominent.com<br />
Website: www.prominent.com<br />
The ProMinent Group is a manufacturer of<br />
components and systems for metering technology<br />
and a reliable solution partner for water treatment.<br />
Product portfolio: metering and process pumps,<br />
peristaltic pumps, measuring and control devices,<br />
sensors for controlling and metering liquids, and<br />
metering systems for water treatment such as<br />
chlorine dioxide systems, electrolysis systems,<br />
UV systems and ozone systems.<br />
You can find trade fair participations at:<br />
www.prominent.com/en/Company/<br />
Company/Exhibitions-and-Events/<br />
Exhibitions-and-Events.html<br />
J.P. Sauer & Sohn<br />
Maschinenbau GmbH<br />
Brauner Berg 15<br />
24159 Kiel/Germany<br />
Phone: +49 (0)431 3940-0<br />
Fax: +49 (0)431 3940-24<br />
E-mail: info@sauercompressors.de<br />
Website: www.sauercompressors.com<br />
Sauer Compressors offers medium- and<br />
high-pressure compressors for applications in the<br />
general industry, offshore, commercial shipping and<br />
defence sectors. The modern reciprocating piston<br />
compressors for compressing air as well as all kinds<br />
of gases reach pressures of 20 bar to 500 bar.<br />
The SAUER product brand comprises high-pressure<br />
compressors, while HAUG stands for oil-free, dryrunning<br />
and hermetically gas-tight compressors.<br />
Please visit our website for upcoming<br />
trade shows<br />
www.sauercompressors.com<br />
SEEPEX GmbH<br />
Scharnhölzstr. 344<br />
46240 Bottrop/Germany<br />
Phone: +49 (0)2041 996-0<br />
E-mail: info@seepex.com<br />
Website: www.seepex.com<br />
SEEPEX is one of the leading worldwide specialists in<br />
the field of pump technology.<br />
Our portfolio comprises progressive cavity pumps,<br />
pump systems, and digital solutions.<br />
Our pumps are used wherever low to highly viscous,<br />
aggresive or abrasive media must be conveyed at<br />
low pulsation rates.<br />
Please visit our website for<br />
upcoming exhibitions<br />
www.seepex.com<br />
SMC Deutschland GmbH<br />
Boschring 13–15<br />
63329 Egelsbach/Germany<br />
Phone: +49 (0) 6103 / 402-0<br />
Email: info.de@smc.com<br />
Website: www.smc.de<br />
SMC is a world-leading manufacturer, partner and<br />
solution provider in the field of pneumatic and<br />
electrical automation technology. Our product<br />
portfolio includes sensors, actuators, communication<br />
modules, valves and valve manifolds, components<br />
for fluid control and temperature regulation, as well<br />
as pneumatic connectors for industrial automation.<br />
We drive innovation across all relevant technologies –<br />
with a particular focus on energy efficiency.<br />
You can find information about our<br />
trade fair participation on our homepage<br />
www.smc.eu/de-de/<br />
presse-messen/messen<br />
Vogelsang GmbH &Co. KG<br />
Holthoege 10–14<br />
49632 Essen (Oldenburg)/Germany<br />
Phone: +49 (0)5434 83-0<br />
Fax: +49 (0)5434 83-10<br />
E-mail: germany@vogelsang.info<br />
Website: www.vogelsang.info<br />
- Rotary lobe pumps<br />
- Macerators<br />
- Shredder<br />
- Vacuum pumps<br />
- Biogas technology<br />
- Agricultural technology<br />
Further trade shows at<br />
www.vogelsang.info<br />
139
Brand name register<br />
Watson-Marlow Limited<br />
Bickland Water Road, Falmouth<br />
Cornwall, TR11 4RU, United Kingdom<br />
Tel +44 (0)1326 370 370<br />
E-mail: info@wmfts.com<br />
Website: www.wmfts.com<br />
Watson-Marlow Pumps: accurate and repeatable<br />
peristaltic tube pumps for food, pharmaceuticals<br />
and industry<br />
Watson-Marlow Tubing: precision tubing for<br />
pumping and other purposes, in a range of materials<br />
Bredel Hose Pumps: heavy duty hose pumps for<br />
viscous and abrasive slurries and sludge<br />
Alitea: unique peristaltic panel-mount pumps and<br />
pumphead solutions for OEM customers<br />
Flexicon Liquid Filling: benchtop filling, semiautomatic<br />
systems and fully automatic filling,<br />
stoppering and capping machines<br />
MasoSine <strong>Process</strong> Pumps: low shear sinusoidal<br />
pumps for high viscosity food, beverage and<br />
cosmetics application<br />
BioPure <strong>Technology</strong>: advanced single-use tubing<br />
connector systems with LOT traceability on every<br />
component<br />
ASEPCO: Weirless Radial diaphragm in-line and tankbottom<br />
valves for pharmaceutical industries<br />
FlowSmart: reinforced platinum-cured silicone<br />
hoses and high performance sanitary gasket<br />
products<br />
Aflex Hose: specialist in the design and manufacture<br />
of PTFE-lined flexible hoses<br />
For trade fairs please visit<br />
www.watson-marlow.com/<br />
gb-en/about/exhibitions/<br />
WOMA GmbH I Kärcher Group<br />
Werthauser Str. 77–79<br />
47226 Duisburg/Germany<br />
Phone: +49 (0)2065 304-0<br />
Fax: +49 (0)20650 304-200<br />
E-mail: info@woma.karcher.com<br />
Website: www.woma-group.com<br />
WATER AS A TOOL<br />
• High-pressure plunger pumps for industrial<br />
cleaning and process applications<br />
• Ultra-high-pressure water jetting units<br />
• High-pressure hot water units<br />
• Water tools and accessories for various water<br />
blasting applications in industry and construction<br />
• Industrial Jetting Solutions<br />
• Service, maintenance and training<br />
Current Trade show dates events<br />
are listed on our website<br />
www.woma-group.com<br />
We are looking forward to your visit!<br />
Zwick Armaturen GmbH<br />
Egerstr. 1 & 25<br />
58256 Ennepetal/Germany<br />
Phone: +49 (0)2333 98565<br />
Fax: +49 (0)2333 98566<br />
E-mail: info@zwick-armaturen.de<br />
Website: www.zwick-armaturen.de<br />
Zwick Armaturen GmbH, a family-owned company<br />
for over 40 years, manufactures shut-off valves that<br />
meet the highest requirements. The product range<br />
includes metal-seated butterfly valves in the TRI-CON<br />
series, check valves in the TRI-CHECK series and<br />
double block and bleed designs in the TRI-BLOCK<br />
series. Also part of our product portfolio are the new<br />
TRI-TOP and TRI- ENTRY series for LNG applications,<br />
as well as other well-known series such as the<br />
TRI-SHARK control valve. The modular design,<br />
special technical features and wide range of<br />
valve series, which can be produced in various<br />
materials, make the valves suitable for a wide range<br />
of applications.<br />
Please visit<br />
www.zwick-valves.com<br />
for further information<br />
140
Your Global Partner for<br />
Complex Fluid Handling<br />
Find the optimum conveying solution for your application and select from<br />
four pump technologies, complemented by grinding systems and accessories.<br />
Benefit from our expertise - from initial consultation to service and spare parts.<br />
> 70<br />
YEARS OF<br />
EXPERIENCE<br />
INDIVIDUAL<br />
CONSULTING<br />
5<br />
TECHNOLOGIES<br />
SERVICE<br />
& SPARE<br />
PARTS<br />
Visit us at the trade fairs:<br />
IFAT, 4-7 May<br />
Munich, Hall B1, Booth 251<br />
6 6<br />
The Battery Show Europe, 9-11 June<br />
Stuttgart, Hall 1, Booth K46<br />
www.pumps-systems.netzsch.com